钢球无损检测方法研究
发布时间:2013-06-09 浏览次数:833
金延林 曹娟 张雪松
(哈尔滨轴承集团公司质量管理部,黑龙江哈尔滨 150036)
摘 要:主要介绍利用涡流技术对钢球表面裂纹、折叠、烧伤、脱碳、软点及针孔等缺陷进行100%检测,从而确保了钢球的可靠性,提高了钢球的质量。其原理是用机械法使钢球的每一点都能被传感器检测到,无盲区,做到全方位检测。
关键词:钢球;传感器;检测
1 前言
课题的研究是利用涡流技术对钢球表面进行100%在线检测,用机械法使钢球的每一点都能被传感器检测到,无盲区,做到全方位检测。
目的是检测钢球表面。由于原材料及加工过程中产生裂纹、折叠、烧伤、脱碳、软点及针孔等缺陷,必须对钢球表面进行检测,从而确保了钢球的可靠性,提高了钢球的品质。
钢球的表面质量检测,目前我国轴承行业基本采用外观法,即在日光灯下用眼睛(或借助于低倍放大镜)观查。人的眼睛在灯光下观察极易疲劳,操作者用手工推挡法也无法保证钢球的全面展开,极易漏检。
近些年,随着无损探伤技术、电子技术和计算机的发展,钢球的涡流技术在国内外也有了很大的进展。我公司Z早使用涡流、终端等技术,解决了生产中的许多难题。
2 工作原理
钢球表面缺陷涡流无损检测为机电一体化系统,可分为机械部分、电气部分。
2.1 检测方法与原理
处于交变磁场中的导体,由于高频交变磁场中的电磁感应,在导体中感应出涡电流。根据楞次定律,涡流又感应产生涡流磁场,此涡流磁场方向相反,并抵制原磁场的变化。然而导体的几何尺寸、与磁场的相对位置、导体的导电率、导磁率、硬度、缺陷及残余应力等都将影响涡电流的大小和方向。固定其它影响因素,如几何尺寸、探头和导体的相对位置等,采用同种状态钢球,来突出缺陷因素的影响,用一只探头将其影响涡流变化的因素接收,并用电子线路处理,来带动分选机构,达到无损检测的目的。
2.2 机械部分
钢球的展开是一个难题,它长期限制着钢球无损检测的开展。根据国外的技术现状,自行开发出结构简单、应用性强、成本低、寿命长、全部国产化的展开装置,定点式展开轮为钢球的涡流检测提供了方便,展开轮如图1所示。
被检测钢球的展开机构是以子午线展开机械扫描方式进行工作的。被检测钢球被夹持在驱动轮、展开轮和支撑轮之间,驱动轮带动被检测钢球,并通过被检测钢球带动展开轮和支撑轮一起作高速旋转,图2为钢球展开机构示意图。展开轮是由一个成对的锥面构成,在展开轮的作用下,使被检测钢球和固定的检测探头之间形成这样一种相对运动,既形成空间螺线又形成子午线系统的复合旋转运动,钢球被全部展开。即固定的检测探头在被检测的钢球表面留下的检测轨迹是一系列近似的子午线,它覆盖了整个被检测的钢球表面,如图3钢球展开轨迹示意图及图4钢球全展开示意图所示。
2.3 电部分
探头是钢球无损检测的一个重要部件。涡流探头采用差动式结构,在两根直径为Ф1mm的半圆磁芯上绕以相同匝数的线圈,方向相反,作为测量线圈,即次级,而后将两半圆磁芯合并,在其外绕以初级激励线圈。在调试过程中,做到电平衡、阻抗平衡,如图5探头结构示意图所示。
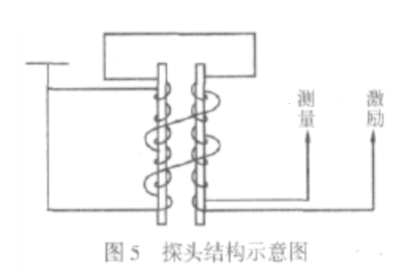
实际检测中,当探头垂直接近被测钢球表面时,如果钢球表面完好,测量线圈中感应信号大小相等,方向相反,信号叠加后,差动信号为Z小,阻抗平衡。当探头接近钢球部位出现裂纹时,即改变了探头的自身平衡,阻抗也随之变化,使差动输出发生变化,产生缺陷信号。缺陷信号经电气部分处理,使之与合格球区分开。图6所示为正常球涡流分布及缺陷球涡流分布,表示了完好钢球与缺陷钢球的涡流分布情况。
3 项目运行情况及要求
钢球无损检测系统由人工上料至供料箱,经传输通道至检测区(展开轮部位),此项的节拍由机电自动控制。经检测区检测后,合格球与不合格球自动分选,实现半自动检测。该项目在实际检测中,对被检钢球表面清洁度有一定要求,要求被检钢球表面无油污,相对清洁。操作人员在检测过程中,要使系统接触球的所有部位保持清洁,这样才能保证检测的流畅准确。
4 结论
已经将钢球的涡流技术用于指导生产。如圆柱滚子涡流在线检测,轴承零件、套圈、滚动体、硬度在线检测等。这些涡流技术的应用解决了生产中的许多难题,为提高轴承的可靠性起到了积极的作用。
来源:《哈尔滨轴承》2008年01期









 企业新闻
企业新闻 轴承知识
轴承知识