基于DEFORM的轮毂轴承单元精密锻造数值模拟
发布时间:2013-03-21 浏览次数:960
作者:郭巍 毛华杰 鄢敏 黄常翼 耿红正
(武汉理工大学材料学院)
摘 要:本文运用deform软件对轮毂轴承单元锻造加工过程进行了计算机仿真。以有限元方法基本原理为基础,运用Pro/ENGINEER建立了轮毂轴承单元锻造数值模拟模型。以二代轮毂轴承内圈锻造为例进行模拟分析。
关键词:轮毂轴承单元;锻造;数值模拟;deform
汽车轮毂轴承单元结构复杂不对称,异型多样化,为了适宜各种车型的需要,品种型号以上百种,其坯件要求精密锻造成形,非机加工表面多。将有限元分析方法运用到轮毂轴承单元精密锻造中,能很好的提前发现实际锻造过程中可能出现的缺陷和解决实际生产中出现的难题。DEFORM-3D能够分析金属成形过程中多个关联对象耦合作用下的大变形和热特性,能够在考虑变形热效应以及工件与模具和周围介质热交换的情况下,确定变形的应力、应变和温度分布。从而给轮毂轴承单元锻造工艺优化和模具设计提供明确的指导,对实际锻造生产提供了理论支持。
一、模型的建立
二代轮毂轴承单元内圈形状较普通锻造成形的轴承锻件要复杂,终锻件图见图1。前期经过精密下料,将坯料Φ70mm×106mm加热到1200℃,经过前一工位锻造成所需形状预成形坯(如图2所示),然后放入凹模,由凸模锻造成所需形状。采用闭式模锻,将有非加工面端放在下模,机加工面端放在上模,进行锻造。这种工艺方法,由于非加工面在下模,模锻后的锻件质量产生微量飞边在机加工部,不影响锻件的表面质量,且飞边在机加工后可以去除。根据锻件图在Pro/ENGINEER中建立数值模拟模型,在数值模拟过程中,上模和下模为刚体,在锻造过程中不发生变形,锻件选取AISI-1055号钢,采用刚塑性材料本构关系,根据不同的参数设置进行数值模拟。
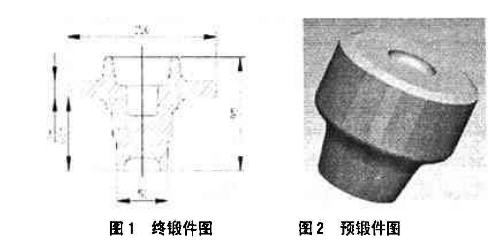
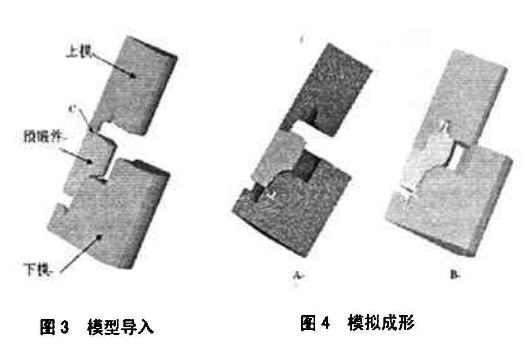
为提高数值模拟的效率,简化模型,取制件的1/6为导入到DEFORM-3D的模型(如图3所示),经网格划分后(如图4a所示),进行数值模拟,图4b是模拟过程坯料成形情况。
二、轮毂轴承锻造模拟
1、基于DEFORM的锻造模拟方案设定
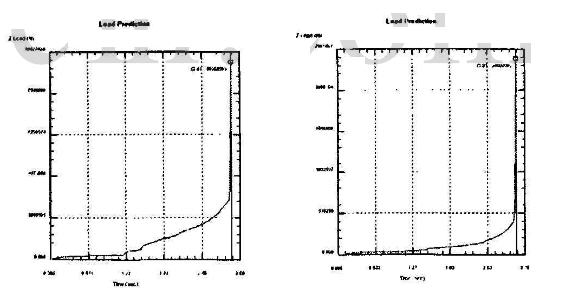
(1)模拟方案一:模具初始温度200℃,上模压下速度为20mm/s,摩擦因子取0.1,采用开式与闭式两种锻造成形,研究在不同锻造成形时坯料在型腔内流动情况和上模受载荷状态。图5、图6分别是开式和闭式锻造形式下,上模Z方向的载荷位移曲线。
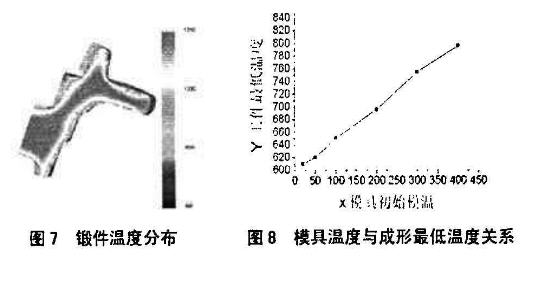
(2)模拟方案二:闭式锻造,取上模下压速度为20mm/s,摩擦因子为0.1,取初始模具温度为20℃、50℃、100℃、200℃、300℃、400℃,研究初始模具温度对锻件温度分布的影响。图7为锻造过程中,锻件温度分布情况。图8是模具温度和锻件成形Z低温度之间的关系。
(3)模拟方案三:闭式锻造,取初始模具温度为200℃,摩擦因子为0.1,取上模下压速度为20mm/s、30mm/s、40mm/s、50mm/s,研究上模下压速度对锻件温度分布的影响。
(4)模拟方案四:闭式锻造,取初始模具温度为200℃,摩擦因子为0.1,取上模下压速度为20mm/s,对制定位置倒角半径R从2mm到14mm做模拟比较,研究倒角半径R与Z大应力之间的关系。
2、模拟结果分析与讨论
(1)开式与闭式锻造
从材料的使用率来看,轮毂轴承单元闭式锻造时,因为经过精密下料,精密成形阶段,充填成形完成时,一般没有出现飞边,或只出现很少的纵向飞边,俗称毛刺。在后续的加工过程中很容易得到去除。因此闭式锻造的材料利用率较高,比开式锻造节约了6%的材料,并且得到了制件质量较高。
从模具所受载荷力的情况来看,针对此类型轮毂轴承单元的成形模拟,我们可以看到Z方向的载荷力变化趋势。
因此,通过模拟比较,考虑材料利用率、模具寿命和资源消耗问题,决定选取轮毂轴承单元闭式锻造方式,进行后续模拟研究,寻求指导闭式锻造实际生产的理论支持。
(2)锻件温度分布情况
轮毂轴承单元精密锻造的过程是在高温下的大变形过程,在锻造过程中大约有85%的塑性功将转化为热量,在实际成形生产中,坯料与模具和环境之间存在温度差,使得坯料在变形的同时,将以各种形式和模具及周围环境进行热交换,通过对成形过程的模拟,得到坯料温度分布情况,为成形工艺优化提供了依据。
①初始模具温度对锻件温度分布的影响
模具的预热温度与制件的成形过程时温度分布有密切的联系。实际生产中,如果出现过低的成形温度,模具的寿命将会降低,并且锻件将很容易出现条状碳化物和裂纹。由图8可知,锻件在成形时的Z低温度与初始模具温度呈正相关,并且随着初始模具温度的升高,锻件表面温度下降逐渐减缓,这是因为随坯料和模具之间的温差减小,锻件和模具接触部位热传导较小,另外锻件接触区域和其他区域温度相差较小。因此提高模具的初始温度可以使锻件温度分布均匀。但是随着模具初始温度的增加,模具的使用寿命会减少,而且也增加了实际生产成本,所以不能一味的提高模具初始温度来提高制件的成形质量。在此,选取成形温度为200℃。
②上模下压速度对锻件温度分布的影响
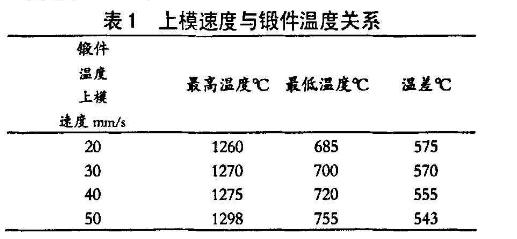
上模的下压速度不同,坯料成形时间各异,同时锻件的温度分布也不相同。为寻找锻件在不同的上模下压速度的成形过程中的温度分布变化。进行了模拟方案三,表1是上模下压速度与锻件温度分布的关系。由表可知,随着上模下压速度的增加,锻件表面Z高温度在上升,这是由于上模下压速度增加后,成形锻件所用的时间减少,导致锻件和模具之间的热量损失较少,因此和模具接触区域温度下降较少。另外,随着上模下压速度的增加,上模Z方向受到的Z大载荷也随之增大,这无疑降低了模具寿命,权衡利弊,选取上模下压速度为20mm/s。
(3)上模冲头圆角设计
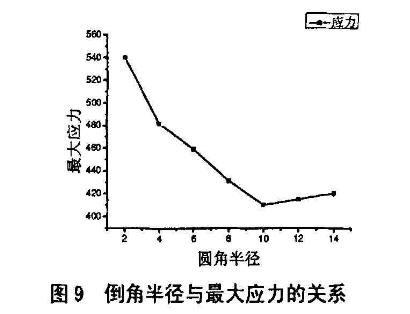
在模拟成形过程时,我们可以观察到预成形坯在C处紧密贴近工件,同时在此位置附近的应力为Z大,可以推断在此位置的模具接触应力也Z大。可以通过改变对应的模具R倒角进行分析,找寻倒角R大小与应力之间的关系。经过对R从2mm-14mm做模拟进行统计比较,图9是结果显示。从图中我们可以看到,当倒角半径为2mm时该处应力要比8mm附近明显增大;10mm处取得Z小值,此后尽管倒角R增加但Z大应力不减小反而增加。原因在于当倒角R增加,冲头平面部分减小,造成单位面积受力增加,尤其是在冲头接触工件开始阶段时;同时增加倒角R也使锻件的材料增加,提高了成本。所以统筹考虑降低模具损耗和降低材料利用率,选取倒角半径为8mm。另外,运用改进倒角的方法,通过成形模拟可以改进锻件的其他结构特征。
四、结论
(1)采用闭式锻造,由于凸模所受载荷较小,能延长模具寿命,另外还能提高材料利用率。
(2)通过对温度效应的模拟分析,发现模具初始温度提高和凸模下压速度增加有利于锻件在成形时的质量提高。
(3)冲头圆角半径从2mm到10mm增加时,Z大应力迅速减小达到Z低值,而后圆角半径增加到14mm时,Z大应力没有减小反而有所增加。(参考文献略)
来源:《中国水运》2008年6月









 企业新闻
企业新闻 轴承知识
轴承知识