询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
《高碳铬轴承钢》标准编制说明
发布时间:2013-03-26 浏览次数:947
1 任务来源
根据国标委综合[2010]87号文下达的2010年国家标准制修订计划,由宝山钢铁股份有限公司(特殊钢分公司)、冶金工业信息标准研究院、兴澄特殊钢股份有限公司共同负责起草《高碳铬轴承钢》标准,计划编号20101753-T-605。
GB/T 18254-2002《高碳铬轴承钢》标准,自2002年7月实施以来,已经使用9年多,按国家标准管理办法规定,已超过了五年期限,有必要对现行标准进行修订。
GB/T18254-2002《高碳铬轴承钢》标准修订是一项重要的任务,是为贯彻和落实2011年钢铁行业“十二五”发展要点,全国钢标准化技术委员会提出的2011年要重点做好的标准研制工作中的一项任务。
2 工作概况
2.1 标准收集工作
本标准在起草中收集的国内轴承钢标准主要有:重10—52《铬合金滚珠与滚柱轴承钢技术条件》、YB9—59《滚珠与滚柱轴承铬钢技术条件》、YB9—68《铬轴承铬钢技术条件》、YB(T)1—80《高碳铬轴承钢》、YJZ-84《高碳铬钢临时供货协议》、GB/T18254—2002《高碳铬轴承钢》、GJB6484—2008《军用高碳铬轴承钢规范》、YB4101—1998《铁路货车滚动轴承用冷拉轴承钢》、YB4107—2000《航空发动机用高碳铬轴承钢》、YB/T4146—2006《高碳铬轴承钢无缝钢管》等标准。
本标准在起草中还收集了ISO 683—17:1999、ASTMA295—09、JIS G4805—2008、ГOCT801-1978(89年发第4次修改单)等和国外标准的Z新版本及其历次版本,由于欧洲共同体从1999年或2000年起开始采用ISO683-17:1999,故欧洲的各国标准就不再收集。
本标准在起草中还对收集的标准进行了纵向和横向的对比工作,对各国标准在不同阶段的变化及各国现行标准之间的差异进行了对比。
2.2 轴承钢标准工作会议
2.2.1 北京工作会议
2011年5月6日在北京召开了《高碳铬轴承钢》等四项轴承钢国家标准编制工作会议,参加会议的单位有冶金信息标准研究院、中国特钢企业协会、国家钢铁产品质量监督检验中心轴承钢材产品审查部、钢铁研究总院、湖北新冶钢股份有限公司、东北特殊钢集团公司、西宁特殊钢集团公司、江阴兴澄特种钢铁有限公司及宝钢特种材料有限公司。会上对《高碳铬轴承钢》标准的起草工作进行了讨论,初步设想是起草二个质量等级的二个轴承钢国家标准标准。
本次会议还决定增加洛阳轴承所、钢铁研究总院、东北特殊钢集团三家单位参加GB/T 18254—2002的修订工作。
2.2.2 上海工作会议
2011年7月7日在宝钢特材公司召开了“修订GB/T 18254—2002《高碳铬轴承钢》国家标准”编制组成立会,参加会议的单位有冶金工业信息标准研究院、洛阳轴承研究所、钢铁研究总院、东北特殊钢集团公司、江阴兴澄特种钢铁有限公司及宝山钢铁股份有限公司。
会上代表们听取了宝钢特材公司根据“北京会议”精神提出的对GB/T 18254《高碳铬轴承钢》标准修订内容的汇报,并对汇报内容进行了热烈地讨论,会议达成一致的设想主要是新国标应体现科学性、先进性、可操作性;新国标按普通级、优级、高级分三个质量等级,并修订为一个高碳铬轴承钢标准,Z后将标准讨论内容形成了会议纪要。
2.2.3 厦门工作会议
2012年3月7日~9日宝钢特材公司在厦门组织召开了GB/T 18254—××××《高碳铬轴承钢》(工作组讨论稿)国家标准会议,参加会议的单位有冶金工业信息标准研究院、钢铁研究总院、洛阳轴承研究所、东北特殊钢集团公司、江阴兴澄特种钢铁有限公司、大冶特殊钢股份有限公司。
参加会议的各位专家对“GB/ T18254—××××《高碳铬轴承钢》(工作组草案)”的64条反馈建议及在工作组草案基础上形成的《高碳铬轴承钢》(工作组讨论稿)进行了认真、充分地讨论,达成了一定的共识,取得了一定进展,但仍然存在的分歧意见,分歧的主要问题为:1)优质钢、高级优质钢的钛含量指标;2)高级优质钢和优质钢的氧含量指标;3)低倍组织的分类及考核指标;4)DS按平均值还是按Z大值考核。
2.3 征求意见工作
2.3.1 工作组草案的征求意见工作
2011年11月8日,宝钢特材公司完成了GB/ T18254—××××《高碳铬轴承钢》(工作组草案)标准和编制说明,并在标准编制组成员单位的范围内征求意见,钢铁研究总院、洛阳轴承研究所、江阴兴澄特种钢铁有限公司、东北特殊钢集团公司对“工作组草案”提出了许多宝贵建议,共汇总了64条建议。
2.3.2 征求意见稿的征求意见工作
根据前期工作会议的精神,2012年5月宝钢特材公司完成了GB/ T18254—××××《高碳铬轴承钢》(征求意见稿)标准和编制说明,并在全国范围内广泛征求各单位、部门的意见。
3 标准修订原则及框架
3.1 本标准以GB/T 18254—2002为基础,参照ASTM、ISO及国外先进标准起草一个高碳铬轴承钢标准;
3.2 本标准应体现科学性、先进性、可操作性;
3.3为了满足不同用户的使用需求,本标准按冶金质量分为优质钢、高级优质钢和优质钢,以利于轴承行业根据产品的使用寿命和可靠性的具体要求,合理选材。
3.4 增加Sn、As、Sb、Pb、Al;
3.5 增加残余Ti、Ca的考核指标;
3.6 非金属夹杂物增加了DS考核指标,并按GB/T 10561标准检验;
3.7 取消加工用途与碳化物网状、珠光体组织指标的相关联系;
3.8 对原国标的条款和内容进行补充和修正;
3.9 本标准的编写格式按GB/T 1.1-2009《标准化工作导则第1 部分:标准的结构和编写》重新编写。
4 主要技术内容修改说明
4.1 标准名称
本标准的名称为《高碳铬轴承钢》。
4 .2 范围
4.2.1 关于“连铸钢不推荐做钢球用钢”的规定
近十年来,随着冶炼设备的技术改造,一些轴承钢生产厂采用了大方坯连铸机、并添置了结晶器电磁搅拌、轻压下等装备,有的钢厂还上了中间包感应加热装置,从而使连铸轴承钢的中心疏松和中心碳偏析得到了很大的改善;另据轴承行业介绍,目前用于制造钢球用的连铸材已超过60%,基于此现状,在上海工作会议上,对是否取消“连铸钢不推荐做钢球用钢”的规定进行了讨论,为了慎重起见,会议决定暂不取消,并建议先由江阴兴澄特种钢铁有限公司积累连铸材的带状和低倍试验数据后再作决定,本次修订时仍保留“连铸钢不推荐做钢球用钢”的规定。
在厦门工作会议上,兴澄特钢提出建议取消“连铸钢不推荐做钢球用钢”的文字,并在会上介绍了∮5.5~∮14连铸盘条的低倍组织,会议建议兴澄特钢在连铸棒材的品种上再开展一些工作,洛阳轴承研究所提出,是否取消该条款内容还需征求轴承行业用户的意见再做决定。
4.2.2 关于是否取消“钢管”品种的规定
北京在工作会议上,代表提出冶金行业已单独制定了YB/T 4146-2006《高碳铬轴承钢无缝钢管》,建议在GB/ T18254修订时取消“钢管”品种。在上海工作会议上,洛轴所代表提出,YB/T 4146—2006对钢管的技术要求与GB/T 18254—2002《高碳铬轴承钢》对钢管品种的技术要求有差异,且轴承行业对YB/T 4146—2006认同度不高,要求仍保留“钢管”品种,因此在“工作组草案”编写中保留了“钢管”品种。
在“工作组草案”的征求意见稿中,洛阳轴承研究所提出“《轴承钢管》的行业标准已开始修订,可以考虑在本标准中将钢管内容取消”的建议,我们采纳了该条建议,因此在本标准取消了“钢管”品种。
4.2.3 关于是否增加“钢丝”品种的规定
在上海工作会议上,洛轴所代表建议将高碳铬轴承钢丝也纳到本次标准修订中,以形成一个轴承钢的基础标准。钢厂代表认为钢丝取样等有其特殊性、钢丝系属金属制品,与钢材不同、且已单独制定了GB/T 18579—2001《高碳铬轴承钢丝》国家标准,故会议决定暂不考虑增加“钢丝”品种。因次本次修订时不考虑纳入“钢丝”品种。
4.2.4 将“盘条”改为“圆盘条”
GB/T 14981—2009《热轧圆盘条尺寸、外形、重量及允许偏差》已替代了GB/T 14981—2004《热轧盘条尺寸、外形、重量及允许偏差》,因此本标准将“盘条”改为“圆盘条”,与GB/T 14981—2009保持一致。
4.3 规范性引用文件
规范性引用文件根据国家标准的制修订情况修改为Z新版本。
4.4 订货内容
本标准在订货内容条款中增加了“Z终用途(未注明时按套圈)和表面状态(按剥皮、磨光或车光交货时需注明)”的内容。
4.5 增加“分类与代号”条款
本标准增加了“分类与代号”条款,并按冶金质量、使用加工方法和产品Z终用途分类,有利于用户根据产品的使用寿命、使用方法、产品Z终用途进行合理选材。
4.6盘重
原国标规定盘条的盘重应不小于500kg,由于GB/T 14981—2009标准增加了对盘重的要求,因此本标准修改为“圆盘条的盘重应符合GB/T 14981-2009的规定”。
4.7 钢材的尺寸及其允许偏差
在“工作组草案”的征求意见稿中洛阳轴承研究所对“钢材的尺寸及其允许偏差”的条款提出了许多建议,我们基本采纳了这些建议,本标准规定“优质钢热轧圆钢的尺寸及其允许偏差应符合GB/T 702-2008的按第1组规定交货;优质钢圆盘条的尺寸及其允许偏差应符合GB/T 14981-2009中按C级精度规定交货”;在不圆度方面规定:“优质钢圆盘条的不圆度应符合GB/T 14981-2009中C级精度交货”;在弯曲度方面规定“热轧圆钢的弯曲度应不大于3m/mm,总弯曲度为0.3%×钢材的长度”,钢材端头方面规定“优质钢材的一端应倒角,优质钢和高级优质钢材若需倒角,则应在合同中注明”。
4.8 钢材长度
根据厦门工作会议精神,热轧圆钢的交货长度由“3000mm~7000mm”改为“3000mm~8000mm”,锻制圆钢的交货长度由“2000mm~4000mm”改成“2000mm~6000mm”。
4.9 牌号和化学成分
4.9.1 新增8Cr15牌号
在上海工作会议上,洛轴所代表提出纳入8Cr15牌号,该牌号是由浙江天马、钢铁研究院与洛轴所合作研制的。会议决定由钢铁研究院提供8Cr15有关技术和应用资料,待下次开会再讨论是否纳入。
在厦门工作会议上,讨论决定增加G8Cr15牌号,并请钢铁研究总院提供相应的数据资料。
4.9.2 保留牌号GCr15SiMn
在上海工作会议上,洛轴所代表建议取消GCr15SiMn牌号,以便推广和使用GCr15SiMo牌号。宝钢特材公司代表认为是否撤消GCr15SiMn牌号应慎重,因此本次修订时仍保留GCr15SiMn牌号。
4.9.3 牌号GCr15的C和Cr的化学成分
在上海工作会议上,以牌号GCr15为例,宝钢特材公司对ASTM、ISO、JIS、EN、GB/T 18254及国内相关标准进行了对比分析,提出ASTM和ISO标准分别在1998年、1999年将碳含量调整为0.93%~1.05%,将铬含量调整为1.35%~1.60%;欧洲共同体标准从1999年或2000年开始也等同采用ISO标准。
为与ISO,ASTM,EN标准保持一致,提高标准的化程度,有利于企业的外贸出口组织生产,有利于社会资源的节约,在上海工作会议上,宝钢特材公司建议将GCr15的碳含量由“0.95%~1.05%”调整为“0.93%~1.05%”;铬含量由“1.40~1.65%”调整为“1.35~1.60%”。
在厦门工作会议上,代表们对牌号GCr15的C和Cr的化学成分是否调整进行了热烈的讨论,Z后会议决定对牌号GCr15的C和Cr的化学成分不作调整,即维持C:0.95~1.05%,Cr:1.40~1.65%。
4.9.4 调整Ni含量,取消Ni+Cu的规定
GB/T 18254-2002规定Ni为不大于0.25%或0.30%,本标准将Ni统一为不大于0.25%,并取消了原标准规定的GCr15和GCr15SiMn的Ni+Cu不大于0.50%的规定。
4.9.5增加了对Sn、As、Sb、Pb、Al的考核指标
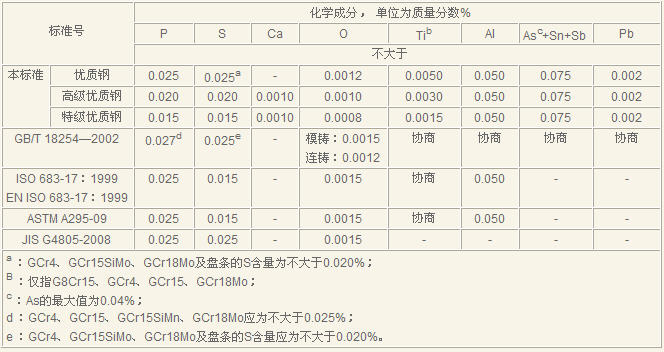
GB/T 18254-2002规定“根据需方要求,并在合同中注明,供方应分析Sn、As、Sb、Pb、Al等残余元素,”本标准参照国外某公司高标准的要求,增加了对Sn、As、Sb、Pb、Al的考核指标,并规定As+Sn+Sb为不大于0.075%(其中As为不大于0.04%),Pb为不大于0.02%,Al为不大于0.050%。
4.9.6 按钢材冶金质量对P、S、Ca、O、Ti进行分级考核
4.9.6.1 加严P、S指标
GB/T 18254-2002规定P为不大于0.025%或0.027%,S为不大于0.20%或0.25%,本标准规定优质钢的P为不大于0.25%、S与原国标一致;高级优质钢的P、S均为不大于0.20%;优质钢的P、S均为不大于0.15%。
4.9.6.2 加严氧含量指标
GB/T 18254-2002规定模铸钢的氧含量为不大于0.0015%,连铸钢的氧含量为不大于0.0012%,本标准统一了模铸和连铸钢的氧含量,参照国外某公司不同等级的标准(氧含量为不大于0.0015%、0.0015%、0.0010%),本标准规定优质钢、高级优质钢、优质钢的氧含量分别为不大于0.0012%、0.0010%、0.0008%。
4.9.6.3 增加Ca含量的考核指标
GB/T 18254-2002对Ca含量没有考核要求,本标准参照国外某公司的高档标准(Ca含量为不大于0.0010%),规定高级优质钢、优质钢的Ca含量为不大于0.0010%。
4.9.6.4 增加Ti含量的考核指标
GB/T 18254-2002规定“根据需方要求,并在合同中注明,供方应分析Ti等残余元素”,参照国外某公司不同等级的标准(Ti含量为不大于0.0050%,0.0030%,0.0030%),本标准对不含Si、Mn的牌号,增加了Ti含量的考核指标并规定优质钢、高级优质钢、优质钢的Ti含量分别为不大于0.0050%、0.0030%;0.0015%。
本标准的化学成分指标与GB/T 18254—2002、ISO 683—17:1999、EN ISO 683-17、ASTMA295—09对比结果见表1,由表1可知,本标准的指标均严于上述标准。
表1
4.9.7 增加成品Ti的化学成分允许偏差
经查阅TB/T 3010—2001《铁道车辆滚动轴承高碳铬轴承钢订货技术条件》成品Ti的化学成分允许偏差值是0.001%,本标准规定成品Ti的化学成分允许偏差值为0.0005%。
4.9.8增加成品Al的化学成分允许偏差
按照ISO 683-17:1999标准,增加了成品Al的化学成分允许偏差值,本标准规定的成品Al的化学成分允许偏差值与ISO 683-17:1999标准相同为0.010%。
4.9.9 参照ASTM A295—09和ISO 683—17:1999标准,本标准增加了6.1.3条款,即“除非得到用户同意,生产厂不得有意加入钙及其合金脱氧或控制非金属夹杂物形态”的内容,对上海工作会议上提出的“碱土金属及其合金(如:钙、钡)”这种写法与国外标准写法均不相同,经查阅国内其他已起草的轴承钢标准中均无此表述方法,因此本标准仍参照国外标准写为“钙及其合金”。
4.9.10 火花法检验
本次修订取消了火花法检验项目。钢材不得混钢种这是生产商必须保证的内容,不必在标准中规定,并且随着科学技术的发展,目前钢厂对混钢种的管理方式也不局限于原标准规定的“火花法或看谱镜”方式。
在厦门工作会议上,洛轴所提出要保留火花法检验项目,是否保留与否待下次会议讨论。
4.10 交货状态
根据“北京工作会议”的代表介绍,轴承钢生产许可证认证时,标准中涉及的状态有12种,但实际订货时按标准的写法不多,建议标准修订时予以考虑,本次修订时简化了钢材的交货状态,主要列举了钢材经常使用的交货状态,对特殊交货状态在标准中规定“经供需双方协商,并在合同上注明,也可以其他状态交货”的文字,这样既简化了标准又增加了标准使用的灵活性和可操作性。
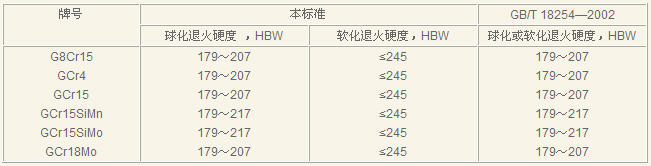
4.11 交货硬度
原标准规定“供热压力加工用热轧不退火材,需方有硬度要求时,其布氏硬度值应不小于302HBW”,考虑到用户实际使用中有时需要交货硬度小于302HBW的要求,因此本次修订时改为“根据需方要求,热轧或热锻钢材的交货硬度可双方协商并在合同中注明”。
在“工作组草案”的征求意见稿中,洛阳轴承研究所提出软化退火的目的是为了锯切料便利,没必要按等温球化退火的硬度进行考核,建议软化退火钢材的硬度可以放宽到≤245HBW,本标准采纳了该条建议,具体内容见表2。
表2
4.12顶锻
根据“北京工作会议”提出的减少检验项目的原则,本次修参照国家军用标准GJB6484—2008《军用高碳铬轴承钢规范》标准也取消了顶锻试验项目。
在厦门工作会议上,洛轴所提出要保留顶锻检验项目,是否保留与否待下次会议讨论。
4.13 淬火断口
根据洛阳轴承研究所的建议,对本标准的淬火断口条款中增加了“d 出现过热断口”的内容。
在厦门工作会议上,讨论同意东特提出的将条款c“ 出现疏松、缩孔及内裂”改成“出现缩孔及内裂”的建议,即取消“疏松”二字。
4.14非金属夹杂物
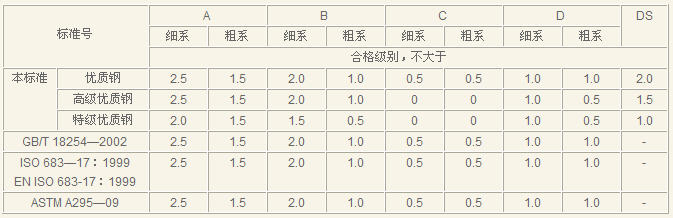
从国内外高碳铬轴承钢标准来看,如GB/T 18254、ASTM 295 、ISO 683-17及EN ISO683-17,非金属夹杂物是按A、B、C、D四类夹杂物进行考核,但在本标准修订时,轴承行业代表提出要将DS夹杂物纳入新国标的建议,经研究决定在新国标中纳入了DS,并对三个质量等级的标准的DS分别设为2级、1.5级、1级,同时将非金属夹杂物检验标准改为GB/T10561—2005标准。
本标准中优质钢的非金属夹杂物指标在原国标的基础上增加了DS ,与国外某公司标准的指标相同。
本标准中高级优质钢的非金属夹杂物指标在优质钢的基础对C类夹杂物、D粗和DS均加严半级。
本标准中优质钢的非金属夹杂物指标比国外某公司高标准的指标还严。
本标准的非金属夹杂物指标与GB/T 18254—2002、ISO 683—17:1999、EN ISO683-17、ASTMA295—09对比结果见表3,由表3可知,本标准的指标均严于上述标准。
表3
4.15 显微孔隙
本标准对优质钢和高级优质钢的规定与GB/T 18254—2002相同,即直径不大于60mm的钢材不得有显微孔隙,直径大于60mm的钢材,其显微孔隙不得超过附录A第4级别图的规定;对优质钢材规定不得有显微孔隙。
4.16 珠光体组织
原国标中的“显微组织”检验项目,仅指钢材的“珠光体组织”,而不是指钢材中所有显微组织的项目,因此本标准修订时将“显微组织”改为“珠光体组织”。
考虑到近几年来,轴承行业用户基本实现了采用感应加热的方式进行轴承另件锻造工艺的现状,本标准取消了“供热压力加工用球化退火钢材不检验珠光体组织”的规定。
4.16.1 碳化物网状
考虑到近几年来,轴承行业用户基本实现了采用感应加热的方式进行轴承另件锻造工艺的现状,本标准取消了“供热压力加工用球化退火钢材不检验碳化物网状”的规定。
在上海工作会议上,洛轴所代表提出增加热轧材碳化物网状考核的建议,会议决定由兴澄特钢和洛轴所一起开展试验工作,待试验后再定。
根据厦门会议精神,碳化物网状改为“直径不大于60mm的球化退火材的碳化物网状不得大于2.5级,直径大于60mm球化退火材的碳化物网状由供需双方协议规定”。
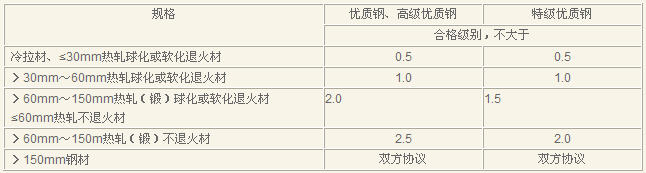
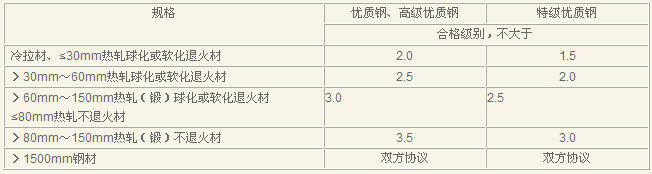
4.16.2 碳化物液析
本标准对优质钢和高级优质钢的规定与GB/T 18254—2002相同,对优质钢规定在原国标的基础上加严了,在厦门会议上,代表建议将标准中“冷拉(轧)材”改成“冷拉材”;“>60mm热轧(锻)球化或软化退火材”改成“>60mm~150mm……”;“>60mm热轧(锻)不退火材”改成“>60mm~150m……”;并增加“>150mm”规格,合格级别为“钢材双方协商”,具体内容见表4。
表4
4.16.3 碳化化物带状
本标准对优质钢和高级优质钢的规定与GB/T 18254—2002相同,对优质钢规定在原国标的基础上加严了。在厦门会议上,代表建议将标准中“冷拉(轧)材”改成“冷拉材”;>60mm热轧(锻)球化或软化退火材改成“>60mm~150mm……”;增加“>150mm”规格,合格级别为“钢材双方协商”,具体内容见表5。
表5
4.17 脱碳层
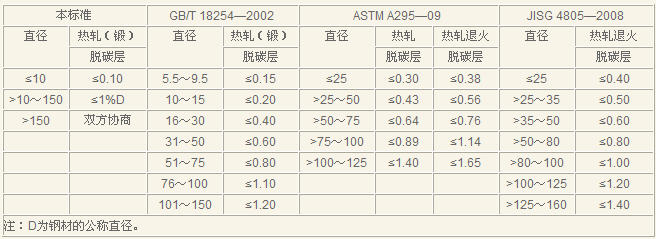
在上海工作会议上,洛轴所代表认为原国标的热轧(锻)圆钢的脱碳层指标按钢材的尺寸组距考核,缺乏科学性和合理性,提出参照国外标准,并规定钢材脱碳层深度按≤1%D(D为钢材的公称直径)考核的建议,本标准修订时基本采纳了洛轴所代表的建议,本标准参照了ASTMA295—09、JISG4805—2008标准,规定规格不大于10mm钢材的脱碳层为不大于0.10mm,规格大于10mm钢材的脱碳层为不大于1%D(D为钢材的公称直径),具体内容见表6。
由表6可知,本标准的脱碳层指标严于GB/T 18254—2002、ASTM A295—09、JISG4805-2008的指标。
表6
4.18 特殊要求
考虑到轴承行业用户特殊性,新标准增加了“6.12特殊要求”的条款,以满足不同用户需要。
4.19 试验方法
4.19.1 脱碳层深度测量
本次修订取消了“冷拉钢材表面脱碳层深度亦可采用测定淬火试样硬度的方法,……其表面硬度不得低于HRC62”规定,原因是:1在试验方法中已明确规定采用金相法检验脱碳层;2 实际检验时也不采用硬度方法检验脱碳层。”
4.19.2 珠光体组织检验
原标准仅规定直径不大于60mm钢材的取样部位,本标准增加了直径大于60mm钢材的取样部位,并增加了附录B的取样示意图。
4.19.3碳化物不均匀性
本标准增加了附录B的取样示意图,对碳化物不均匀性的取样部位进行了规定,这样有利于标准的使用者可以准确使用和理解标准,也增加了标准的完整性和可操作性。
4.19.4显微孔隙检验
本标准增加了附录B的取样示意图,对显微孔隙的取样部位进行了规定。
4.19.5 显微组织、碳化物不均匀性和显微孔隙的取样和检验部位
GB/T 18254—2002对高碳铬轴承钢碳化物不均匀性和显微孔隙的取样和检验部位规定不明确,为了完善和规范标准,本标准修订时考虑增加碳化物不均匀性和显微孔隙的取样和检验部位的条款。
在标准起草中,我们对ISO、JIS、ГOCT及国内相关标准进行分析所知:ISO标准检验碳化物分布时规定“钢材直径大于50mm时,偏离中心的距离a为双方协议”,即试样在纵或横截面上的位置可按检验目的不同而选择;JIS标准在检验显微组织时规定“切削成环状的钢材,其中心部分(直径的25%的圆内)可不检验”;ГOCT标准检验碳化物网状时规定“直径或厚度为61mm~85mm的钢材,中心25mm内不检验”;轴承行业的标准规定“碳化物不均匀性可与非金属夹杂物检验的试样共用”,并规定“碳化物带状在距表面层2/3半径内检验”;在上海会议上轴承行业代表明确提出滚动体材料必须保证中心质量。
碳化物不均匀性的取样和检验部位与产品的Z终用途密切相关,据此,本次修订时按滚动体和套圈的不同用途,规定了不同的取样和检验部位。
4.20 评级原则
本标准规定所有检验项目均在试样检验面上以Z严重的视场和区域作为评级依据。
综上所述,本标准在化学成分如残余元素、氧含量、钛含量等控制方面、非金属夹杂物、碳化物不均性、脱碳层指标等方面比原国标要严,并在一个标准中制定了三个不同质量等级的技术要求,体现了标准的科学性、先进性、可操作性,本标准的技术要求达到甚至超过和国外先进国家的标准,因此本标准达到了先进水平。
《高碳铬轴承钢》标准编制组
2012年05月30日
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识