询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
用普通车床改成组合钻床
发布时间:2013-03-27 浏览次数:572
黄建环
(柳州机械厂)
我厂的LJ465Q曲轴箱生产线原生产能力为3000件/月,为了把生产能力提高到6000件/月,需对影响生产效率的曲轴箱6个面的孔加工工艺进行改进,笔者负责改进钻左端面孔的工序,为此将C620车床改造成组合。改造的基本方法是:设计一个多轴钻主轴箱安装在C620车床导轨上,由车床主轴带动主轴箱,安装在进给箱上,进给箱带动夹具进给。以组合钻床取代摇臂钻床,达到了提高生产率的目的。
1 机床受力分析
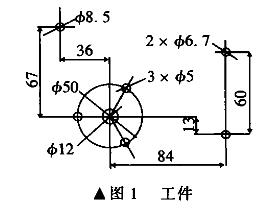
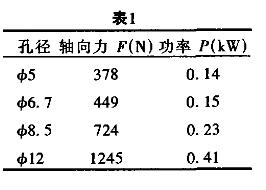
图1为曲轴箱左端面孔的分布情况,表1为当钻削进给量f=0.08mm/r时,各孔径用高速钢钻头钻灰口铸铁(HB190)时的受力情况。
从表1中得总切削轴向力=3×378+2×449+724+1245=4001(N);总功率=3×0.14+2×0.15+0.23+0.41=1.36(kW)
机床主要参数:C620车床允许Z大进给抗力F
f
=3600N,电机额定功率P=7kW。
可见总切削轴向力大于车床允许Z大进给抗力,一般来说是不允许的。如果在机床尾部加一气缸作为辅助推力,一方面可作为进给动力,以减轻进给机构负荷,另一方面可作为平衡力,抵消因车床进给动力与切削轴向力不共线而产生的力矩,轴向力问题即可解决。
2 设计要点
1) 主轴箱体设计
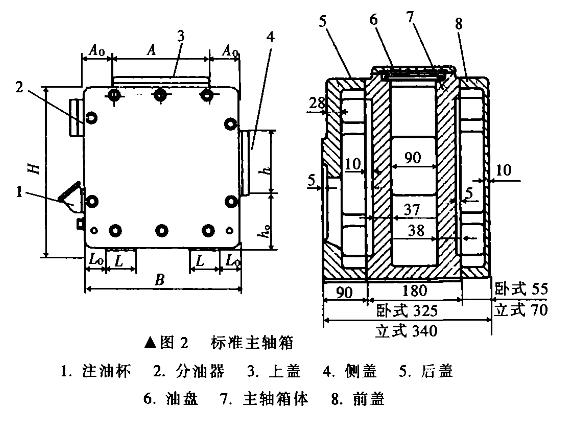
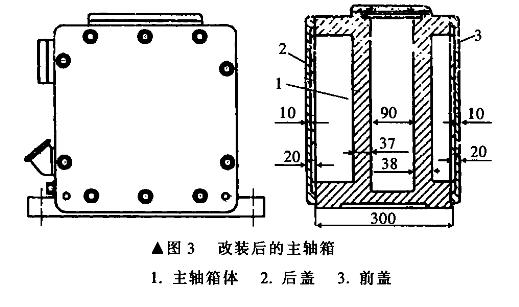
图2、图3是所设计的主轴箱体与标准主轴箱体对比图,差异是一是增大了箱体刚性,二是将后盖连接方式改为底面连接,后盖结构改成与前盖结构相同。
2) 主轴设计
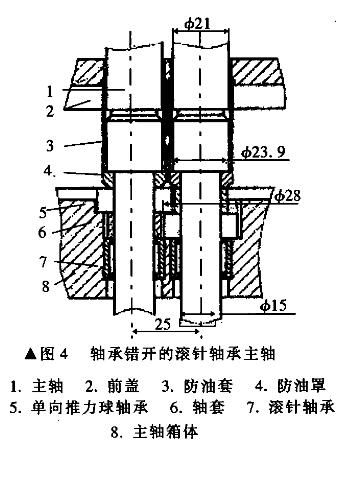
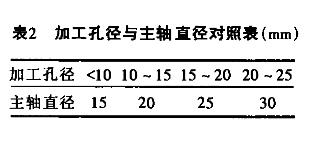
图1中,3×¢5孔与¢12孔的中心距为25mm,该中心距要达到允许的Z小极限值。受轴承外径的限制,主轴结构采用轴承错开安装式,以避免轴承发生干涉,如图4所示。根据表2选主轴轴径为¢15,因所用轴承为无内圈滚针轴承,主轴直接与滚针接触,主轴材料选用机械性能较好的38CrMoAlA,表面镀铬处理,并用专门的防油罩和防油套防漏油。对于不受结构限制的主轴,可选用有内圈的滚针轴承,因主轴不与滚针接触,材料选用比较经济的40Cr或9CrSi,可用常规的防油套和毛毡防漏油。
3) 齿轮设计
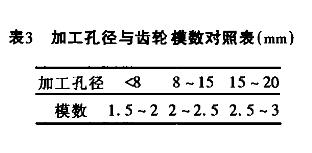
主轴箱齿轮传动的排列方式有一层、二层和三层3种,本主轴箱为三层排列方式,采用直齿圆柱齿轮,齿轮模数选1.5,材料为40Cr。
4) 轴承选择
主轴上的轴承因承受较大轴向力,所以用滚针轴承和单向推力球轴承来组合。对于采用轴承错开安装的主轴结构(如图4所示,中心距小于28mm,必须用这种结构),只能分别选用滚针轴承(84000型)和单向推力球轴承(8000型);对于不受结构限制的主轴,可选用组合轴承(GB/T 16643-1996,NKXR型为无内圈,NKXR…Z型为有内圈),这种轴承集滚针轴承(84000型)和单向推力球轴承(8000型)于一体,一般情况下,应优先选择这种轴承。
5) 机床改造
拆下中拖板、丝杠、尾架,主轴箱通过垫板装在导轨上,垫板底部开槽,以避开V形导轨和矩形导轨。机床主轴通过万向联轴器带动主轴箱,不需调整其同轴度,只要调整主轴箱与夹具的同轴度。夹具安装在进给箱上,带动工件进给,通过行程开关控制电磁阀,电磁阀控制纵向进给手柄,加工到位时进给停,而主轴不停,避免进给与主轴同时停。主轴停和快速退刀均为手动方式,车床尾部气缸为¢100,当压缩空气压力为0.4MPa时,气缸活塞杆推力达到3100N,可满足要求。
3 改造时应注意的问题
1) 受车床尺寸及Z大进给抗力限制,只限于选用小型主轴箱系列或400×400的主轴箱。根据机床允许Z大进给抗力F
f
=3600N,电机功率P=7kW,被加工孔数应在10个以下,孔径不超过10mm。当总切削力大于车床允许Z大进给抗力二倍以上时,应考虑用液压进给机构。
2) 工件上两个距离Z远的被加工孔水平和垂直中心距均不能大于200mm,受轴承和齿轮限制,任意两孔中心距不小于25mm,孔径、孔深相差不能太大。
3) 车床导轨要足够长,使导轨有足够的进、退刀空间;行程开关控制时,不要使主轴和进给机构同时停,以免钻头折断。
4) 有些车床在主轴反转状态下,进给箱不能进给(如C6140),当对这类车床进行改造时,所设计的主轴箱传动链必须使得机床主轴正转,否则无法使用机床进给箱。
5) 因切削轴向力大于机床允许Z大进给抗力而产生的后果是:带动进给箱进给的蜗轮容易磨损,一般来说,在蜗轮蜗杆传动机构中,蜗轮硬度较低,材料为铸铁或青铜,而蜗杆硬度较高,材料为钢件,淬火,而蜗轮比蜗杆容易磨损是在设计机床时有意设计的。如果切削轴向力不是很大,也可不用气缸作为辅助推力,只需定期更换蜗轮即可。
4 使用效果
改造前,该工序用摇臂钻床加工,完成该工序需4min,经改造后,完成该工序只需约1.7min,生产率大大提高。
收稿日期:2001年11月
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识