轴承检查仪用于同步环圆度检测使用说明
发布时间:2013-02-20 浏览次数:1006
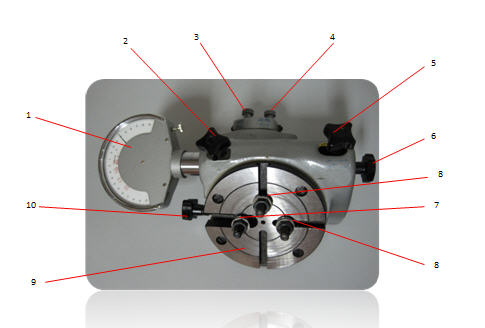
一、结构简图
1.指示表;2.指示表紧固螺钉;3.限位螺钉;4.测力调整螺钉;5.紧固螺钉;6.微调螺钉;7.活动测头;8.固定测头;9.工作台面;10.活动测头调整螺钉
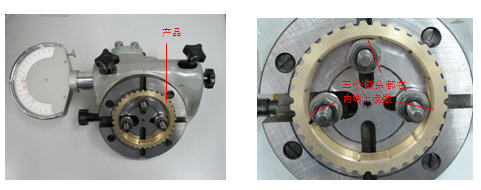
二、测量时示意图
三、使用说明
1.调整限位螺钉3,使活动测头7在一定范围内移动。
2.调整测力调整螺钉(测量内径时旋入,测量外径时旋出),使测量支点产生足够的压力(10±0.3)N。
3.把齿环安放到工作台面9上,在直径上调整两个固定测头8和活动测头7的位置,使其三个测头大致在齿环内锥直径上。
4.锁紧固定测头8,将活动测头的调整螺钉10向内移,移动活动测头7与齿环内锥面接触,锁紧活动测头。
5.松开坚固螺钉5,调整微调螺钉6,使测头与指示表1接触,并使指示表上的指针移到表盘大致中间的位置。
6.调整指示表上的螺钉,使表盘上刻度移动,对准一个零位。
7.转动齿环一圈,指示表上指针的变动量为△x,注意三个测头与油槽接触时的示值不能计算在内。
产品圆度=△x-0.015
说明:此公式是30件产品分别用圆度仪、三坐标和轴检仪检测,对比检测数据得到。









 企业新闻
企业新闻 轴承知识
轴承知识