询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
轴承外圈端面开裂分析
发布时间:2013-02-21 浏览次数:496
曹利 刘树涛
(承德建龙特殊钢有限公司)
1、概述
轴承外套有2种基本的生产工序:
1.1 等离子下料—反射炉加热—镦饼—冲盂—冲切连皮—碾圈—整形—机械加工……
1.2 热剪下料—工频加热—镦饼—冲盂—冲切连皮—碾圈—整形—机械加工……
热切工艺的效率、自动化水平较高,但会因切头不整、歪斜造成锻压偏心度过大而甩废;而冷切工艺需手工断料,效率较低,但反射炉加热经济、热值低,工艺不需要精确调整,控制容易。
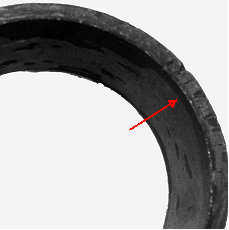
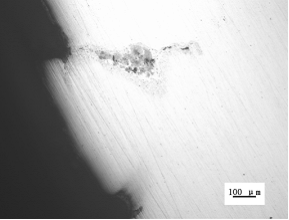
在碾圈端面易出现开裂,目前就一种开裂进行原因分析,如图1中箭头所示。缺陷集中分布在端面的一个区域,开口较大的缺陷可见缺陷深度,在内、外圆柱面上没有延伸。形态方面不具有裂纹形态 ,更近于折皱类缺陷。因部分缺陷深度较深造成车削后尺寸不足而报废。
图1 轴承外圈的缺陷形貌
轴承外套的缺陷有多种,仅就此种缺陷分析,借以引出问题,逐步改善。取缺陷区的切向外表面进行分析。
2、金相分析
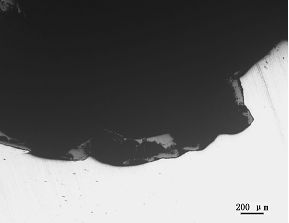
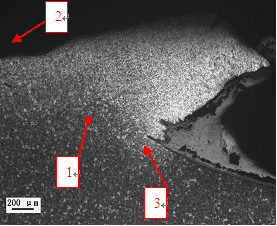
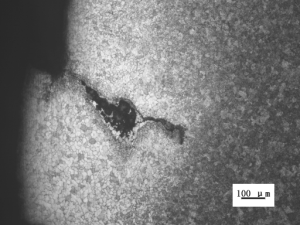
自套圈缺陷处外周面的切向磨削,首先观察到开口较大的缺陷,整体呈腔形,底部右侧的特征如图2所示,底部呈大弧形状,界面不整,氧化层较厚。腐蚀后该缺陷左侧的组织形貌如图3所示,角部Z厚处的氧化层为0.70mm。从脱碳层来看,腔形左侧的凸起区金属呈完全脱碳状态,自尖端至基体组织处脱碳深度为1.12mm,而临近的正常区端面(箭头2所指)的脱碳层深度仅为其1/5,基体组织的边界呈凸弧形(箭头1所指)。从晶粒大小来讲,端面薄层及凸起区根部至内尖角小裂纹区(箭头3所指)一带晶粒十分细小,其它区域则较大,对于端面晶粒细小容易理解,变形率较大及与型腔的摩擦、错动所致,而凸起的根部这一带细小,是否意味着进行了额外的弯矩变形?综合起来可以这样理解,尖角区金属原来可能为高出表面的凸起被压折,或者是凸起本身连带着凹陷,而不是原来平整的面,由于碾压变形不均形成的。
图2 大开口缺陷的底部左侧形貌(×50 )
图3 大开口缺陷底部右侧腐蚀后的形貌(×50)
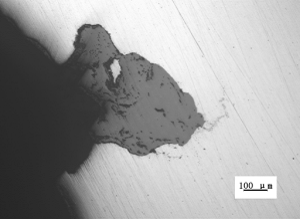
沿观测面继续向内层磨削,可以看到如图4类型的较深缺陷,内塞满氧化铁,底部基体上分布着线状的氧化物质点,有可能为氧化较轻的裂面在金属的剧烈变形中弥合,留下氧化物痕迹。
图4 另一缺陷的整体形貌(×100 )
图5 第三类缺陷的形貌 (×100)
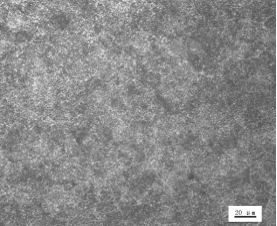
图5为接近弥合状态的缺陷,附近的基体上环绕缺陷散布着二次氧化质点,为高温扩散氧化生成物,这种形态表明该缺陷为较窄缺口经历高温氧化加热。应该说明,这些图片仅为缺陷的一个截面视图,缺陷的深度及宽度均不具有代表性。腐蚀后的形貌如图6所示,脱碳区呈环绕缺陷的大弧形,内壁分布有垂直于壁面的完全脱碳的铁素体。从脱碳分布情况看,形态近于一个开口腔形,尾部有一条窄细裂缝。体部正常区金相组织如图7所示,为碾圈过程中剧烈变形所形成的粒状珠光体组织。
图6 另一缺陷的整体形貌 (×100)
图7 体部区域的组织形貌 (×500)
3、综合分析
轴承外圈经过多道工序的加工,一些较小的缺陷进行变异,很难确切地追溯到原始状况,可靠的方法为现场进行分类跟踪、调查。不过,仍然有一些线索可以进行推测,有助于理出思路,作些努力,验证推论的正确性。在此,缺陷定性显得十分重要,它涉及到改进方向及效果。
3.1 缺陷对应在圆钢上的位置。
该缺陷呈簇状、集中分布于轴承外套圈的端面,在内、外柱面上没有延伸,仅分布于端面一定深度范围内。那么,缺陷是如何形成的?缺陷能否对应出在锻造毛坯上的位置?
在镦饼锻粗工序,临近原钢材端部的少部分圆柱面转变为端面,如图8所示,视锻压比的不同,转变量不同(注:图8锻压比为3 )。图中因端面锯斜而出现锻斜和纹路歪扭问题,引入端面的柱面量也不均。极端情况下,因过度偏斜而甩废。
图8 镦饼端面形貌
在冲盂过程中,因模腔约束冲孔只能在镦饼件的中心,加剧了原柱面的变形不均,见图9,图中两侧的高度和径向扩张量差异明显。冲头直径的选择要保证碾成大圈足够的肉量,一般不会太大(图中为φ35mm)。这样如为φ50~70mm规格圆钢,将有原钢材端面的外层区和部分端部圆周面构成了新的端面。镦粗时因镦模的热应力疲劳裂纹,在冲盂端面上仍有反映,见图10。
图9 其中一种冲盂形貌
图10 另一种冲盂形貌
图11为冲切连皮的形貌,略呈鼓形,相当于原钢端面的心部区域,除了心部的较长裂纹或其它类缺陷外,其外沿区(即与圈端面相接区),尚有一些小缺陷,无论是压折还是裂纹,难保相接的端面上不会有同样的缺陷存在。
在碾压初期,端面处于单向自由状态,将变成鼓形,随着碾辊位移和压力的增大而一步步减薄,同时周向长度伸长,轴向宽度变宽,内、外圈部的部分端面将重新转为周面,Z终贴向两边凸模,压实后整形、均匀碾薄。相比而言,碾压的周向延伸远大于轴向延伸,而且以产品壁厚作为主要控制指标,端面的贴实、压紧能力较轻。依据表面连续性原理,碾压前处于端面中部的金属将仍然处于端面,而端面承受的主要变形也是周向的伸长变形,这种变形将加剧暴露端面的缺陷。
图11 冲切连皮形貌
轴承外套外径φ162mm,内孔呈锥形,大端内径φ146mm(壁厚8mm),小端内径φ132mm(壁厚30mm),缺陷出现在大端的薄壁端部,碾压比率较大,外圆周面的影响已很小,应该是在圆钢端面外层区带出现的问题。如果是圆周面所带来,应经过相当程度的拉伸变形,不可能仅仅存在于外圈端面,在类似的成簇状的缺陷中,外圆周面上的表面裂纹可以排除;大块氧化铁皮压入、坯温过低的“Y”型冷裂多呈批量性、连续性,周面上也会有所反映;个别小区域性的结疤缺陷,在壁厚较厚时不能完全排除,但无法形成大量质量问题。
3.2、缺陷定性。
由金相分析可知,缺陷的主体不具有裂纹性质,是由凹陷和临近区的凸起组成的,凸起尺寸较薄(至少为其中的一部分)、完全暴露而完全脱碳,凹陷也因完全暴露而形成环腔形的氧化、脱碳,总体上来讲,这些缺陷的尺寸是比较小的,没有经过大量的变形。
那么,产品的下料端面有什么问题呢?
图12为我公司轴承钢热切端头形貌,椭圆和切斜随剪切温度的高低,各个钢厂都不同程度地存在,而端面毛茬、凹陷、凸棱等缺陷,我公司的比较严重。图13为建龙与巨能圆钢在等离子下料后的端面情况,巨能圆钢呈结晶状,无论烧割弧长短、规格大小均较平齐,断裂尾部区(下部)起伏较小,呈区域性、大坡度,而我公司的钢材断面呈凸粒状、十分粗糙,断裂尾部区存在较大的凹陷和剪切唇,唇区呈斜锲形,高度较高,对应的另一块料则为局部的缺肉。所有这些缺陷都将被加热、氧化、脱碳,在锻压中被压附在端面,在碾圈中受张应力而张开,不能被烧损、抹平的,Z终将体现在外圈的端面。缺肉较多的部分将不能被抹平,形成凹陷,见图13。这一类缺陷可统称为“毛头”缺陷。
图12 建龙钢材热切端头形貌
图13 等离子下料形貌 (左建龙、右巨能)
在碾压过程中,如果原有端面金属连续,成型也将稳定、连续,较少量的局部缺失也会修复,形成平整的端面;如果有较多量的区域性多肉或缺肉,在端部贴紧模壁后,将渐次向缺肉区均匀,高度差过大时,将形成整个柱面的折叠性缺陷,见图14。如果端面有压折或裂纹,将会张开、加深,界面氧化时不可能被压实;如果是圆周面的浅表裂纹,将会烧损、碾平,而较深、较长的裂纹仍会体现在外圆柱面上;假如有新的裂口出现,因过程迅速而不致氧化、脱碳过多,易于鉴别。总之,缺陷应为原下料毛坯端面的凹坑、凸起等缺陷形成的。
图14 端面缺肉废品形貌
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价















 企业新闻
企业新闻 轴承知识
轴承知识