询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
支承辊轴承座拆装装置安装
发布时间:2013-02-21 浏览次数:868
朱成军
(
宝钢工程分公司)
摘 要:轧辊轴承座轴承运行状况是影响轧制产品质量的重要因素,因此轴承座必须要定期、快速地拆卸下来,以便检测、检修、更换轴承,在此装置上也可将检修好的轴承座再安装到轧辊上。所以安装1套支承辊轴承座拆装装置非常必要。它可以实现轴承座安全、可靠地拆卸与安装。
拆装设备的基本原理如下:将支承辊及其轴承座放置于托辊架上,托辊架由水泥台支撑,然后利用小车进行拆装,其中,小车在水泥台的两头均有一个,小车中线与支承辊中心线重合,小车上设有顶升和行走装置,顶升和行走装置均由液压缸驱动,托辊上设有液压马达,实现支承辊的点动。
拆卸过程如下:小车在行走液压缸的驱动下,由两头靠近轴承座,确定顶升上部的挡板能够将轴承座的内表卡住后,停止行走液压缸,顶升启动,将轴承座顶起一定的距离,然后启动行走液压缸,缓慢的向外移动,当轴承座完全脱离了支承辊之后,将顶升缓慢的降下来,行走液压缸在此过程中不停止,但必须缓慢,到合适位置缓慢停止行走液压缸;安装过程与拆卸过程基本相反,不同在于,轴承座与支承辊键槽的对准,其对准是利用托辊马达驱动支承辊,实现支承辊的点动,缓慢的键与键槽对准,然后安装。拆装过程是由人工操作。
关键词:轧辊;轴承座;支承辊轴承座拆装装置
一、简述
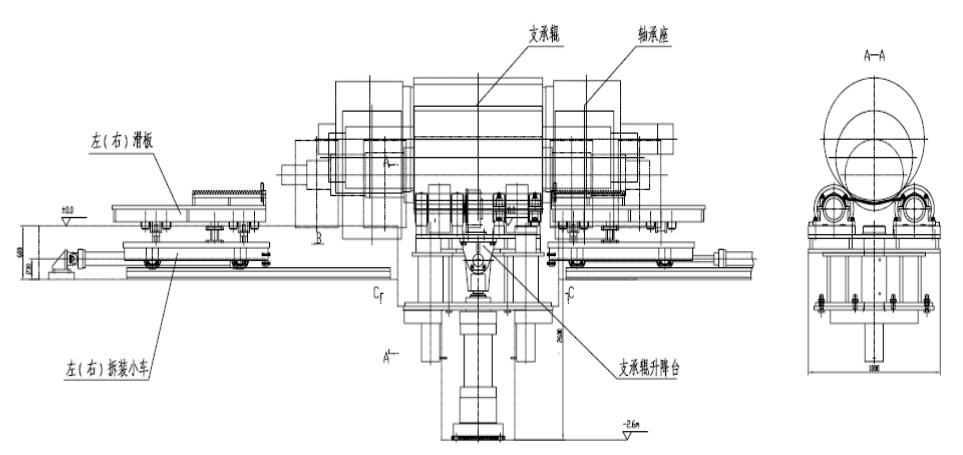
新增的支承辊轴承座拆装装置为机电一体品。该轴承座拆装设备主要由支承辊升降台、左右拆装小车、拆装小车上的滑板、液压站、操作台及电控等部分组成。机械部分:左右拆装小车由两个液压缸驱动,可在轨道上沿轧辊轴向方向运动,完成轴承座的拆装动作。左右拆装小车上均设有滑板,可在液压缸的驱动下沿垂直于轧辊轴向方向的轨道横向运动,完成轴承座与轧辊的横向对中。支承辊升降台由液压缸驱动,可完成轴承座与轧辊垂直方向的对中。台架上有四组托轮,支撑辊由该四组托轮支撑,其中两组主动托轮由液压马达驱动,可带动轧辊完成360°的正反向旋转,另两个被动托轮在轧辊的带动下同步旋转。
支承辊轴承座拆装装置示意图
二、设备安装
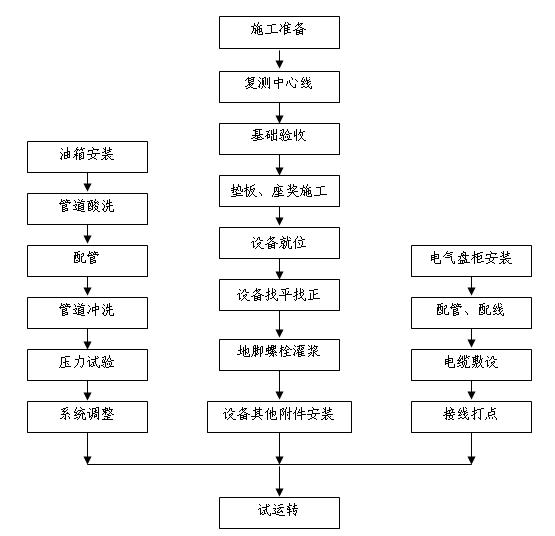
施工流程图
1、安装前准备工作
1)基础混凝土表面交工验收符合安装要求,基础表面应经过凿毛和润湿。
2)复查土建基础的标高、螺栓孔的位置。
3)复测设备的纵横中心。
4)按照设备安装统一规范中的要求设置垫板座浆,座浆垫板调整精度:标高-1.0mm,水平度:0.1mm/m。并对座浆敦作试块,送检测公司检测达到要求。
2、座浆垫板施工
1)座浆垫板选择
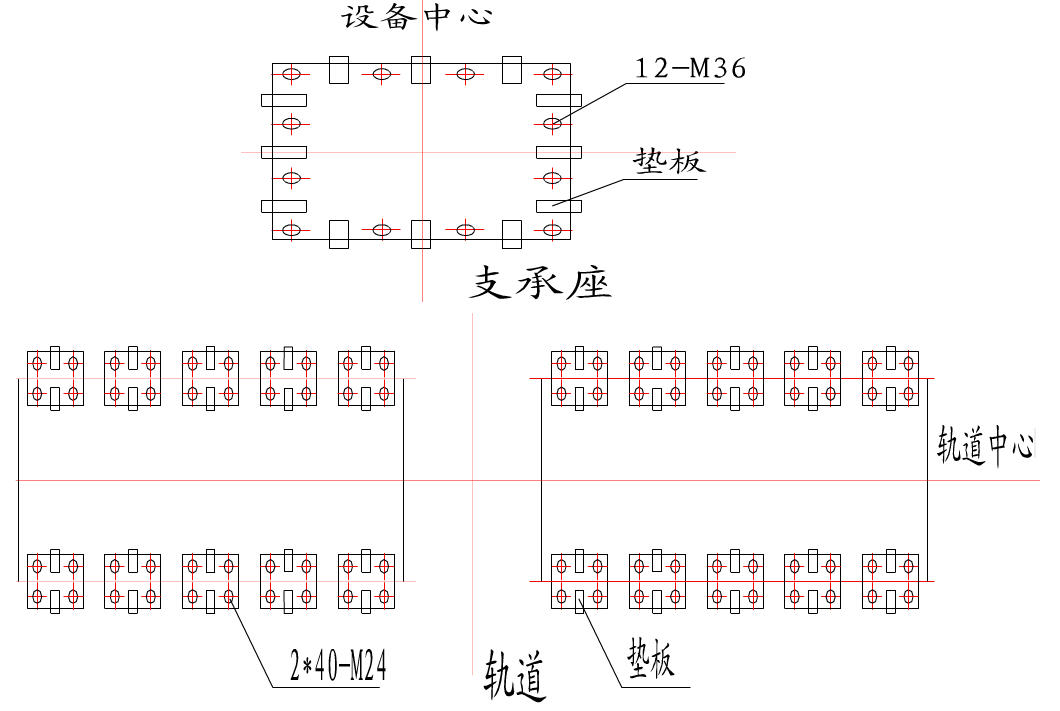
支承辊的地脚螺栓为M36共计12只,纵向间距640mm,横向间距580mm,设置平垫板220*110,斜垫板200*110共计12套;小车选用平垫板140*70,斜垫板120*70共计40套。垫铁材质均为:Q235。
2)座浆垫板施工
采用座浆法设置垫板,垫板之间点焊牢固;垫板应露出底板外缘,平垫铁露出10-30mm,斜垫板露出10-50mm。要保证垫板与垫板和垫板与设备底座下表面的严密接触。垫板布置图如下所示:
①基础凿毛
将基础二次灌浆及座浆部位进行凿毛处理,即凿除浮浆层约10~20mm深,露出石子,再在座浆垫板设置位置下凿坑。
②基础润湿
用压缩空气或水冲掉坑内杂物,浇水,充分浸泡润湿座浆坑约十多分钟,将水分除去,涂以水泥浆(水灰比为0.5kg水泥兑1~2kg水),以利于新老混凝土粘合。
③连续捣固
搅拌座浆料前,要将各种材料按照重量比配制好,充分搅拌以后,放入坑内,使用或不使用模子,分层捣固,每层放入的量应以40~50mm为宜,连续捣固灰浆,让水分渗出,再放第二层,直至捣固到放置垫板的高度,放上垫板。注意次不能堆实20mm以上,不允许使用结块了的灰浆加水搅拌。
④放置垫板
选择表面平整的垫板放在灰浆上面,用手锤将垫板打入灰浆内,找水平和标高,根据标高的高低确定灰浆的增加或减少,当标高数值比规定的值大0.5~1.0mm时,拔模子,用木槌轻敲垫板,抄好水平和标高;在进行座浆墩修整后,应达到安装标高和水平度精度要求。
⑤座浆墩修整
将拐角做成弧形,吸走多余水分,表面划出沟痕,使垫板周围灰浆略微低于垫板表面2~5mm。再检查水平和标高。
⑥浇水养生
浇水润湿并覆盖座浆墩养护,以保持温度和润湿,直至达到安装所需强度。
⑦施工质量控制
座浆料选择和配比:座浆料和座浆配料,应选择高于基础混凝土设计强度的座浆混凝土配料。宝钢合格供应商中选择。
⑧基础凿坑
基础凿坑尺寸应为垫板尺寸加上100~140mm,凿坑深度应不小于30mm,凿坑部位应彻底去除浮浆层。
⑨座浆料
A 座浆料和好后,应为松散状,用手握紧成团,松手落地即散。
B 座浆完养生时间要求
座浆礅标准凝固硬化时间为48小时以上,温度20℃左右(气温在5℃以下要采取保温措施,在30℃以上要充分润湿)。
C 座浆模子制作
模子的尺寸可以现场自行下料制作,斜锥度应利于拔取和不粘浆为好,模子内表面宜平整。
D 座浆养生确认
座浆垫板施工完了、养生结束后,用小锤轻轻敲击垫板,以无空洞声音为合格。
E 其他要求
基础混凝土强度要经过验证符合要求;测量器具要经过计量检定合格;座浆必须经过试块试验和见证检验。
3、设备吊装就位
(1)设备吊装就位前,须除去设备底面的泥土、油污,并擦拭干净。与混凝土(含二次灌浆)接触的部位须除去油漆,同时须对设备基础清除干净,并凿麻面,不得有油污、积水、杂物。设备在吊装过程中应对设备工作面加以保护层进行保护。
(2)设备的底座为一个整体,直接吊装,就位后进行调整。设备小车要先对其运行轨道进行安装调整,调整合格后,再安装小车及其他附件。找正经监理确认后进行二次灌浆。
4、设备安装、调整、检测工艺要点
设备找平、找正、找标高作业,一般借助于斜垫板、专用斜器、调节螺钉、千斤顶、链式起重机等工、机具,配合人力锤击,在纵、横、垂直三维方向移动设备来进行。
(1)设备找平的检测
A 设备找平采用水平仪与平尺配合直接检测出设备的水平度。
B 在适当位置架设精密光学水准仪,在设备安装平面上布设若干被检测点,检测点处垂直设置读数千分尺或精密标尺测出的各检测点的高差的比较值即为设备平面的水平度值。
(2)设备找正的检测
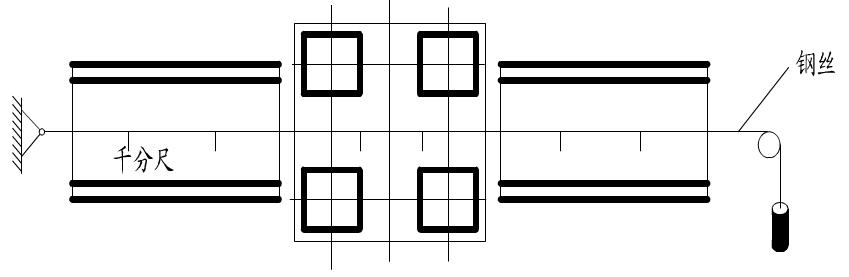
A 设备找正的检测,可采取框式水平仪挂(吊)琴钢线与线坠的常规方法或采用精密光学经纬仪直接测量的方法。
B 机组中心检测可用挂钢丝量尺寸或直接用经纬仪检测。
图示:
C 支撑座水平度(垂直度)采用摇臂铅垂线法进行测量控制,把测量仪器固定于旋转臂上读数即可确定水平度,此检测方法可真实反映旋转设备的水平度,对设备的运转提供了可靠的安装依据。
(3)设备找标高的检测
设备找标高利用基准点量尺来完成。
(4)设备找平、找正、找标高的程序
设备找平、找正要作综合分析,做到彼此兼顾,一举完成。找水平度时要兼顾标高,反之亦是;找平、找正分两步进行,首先是粗找,然后精找。尤其对于找平作业,先粗平,在紧固地脚螺栓时才能进行精平。
(5)地脚螺栓的紧固
设备底座和小车轨道,在螺栓连接的部位,一般不得随意扩孔。连接螺栓采用扭矩扳手进行预紧,严格按设计要求控制螺栓预紧力。
三、结束语
设备安装严格按照设计、规范以及程序进行,安装活动始终处于受控状态,并在监理、业主以及质监站的帮助指导下,取得了较好的施工质量。
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识