循环球式动力转向器输出端漏油原因分析
发布时间:2013-02-22 浏览次数:638
杨志红1 海争平1 唐大学1 徐华2
(1.湖南交通职业技术学院;2.湖南工业大学)
摘 要:本文对循环球式动力转向器输出端漏油的故障现象进行分析,通过故障件和正常件的对比试验和理论分析,找出影响输出端漏油的主要原因,并提出解决问题的方法。
关键词:循环球式动力转向器;输出端漏油
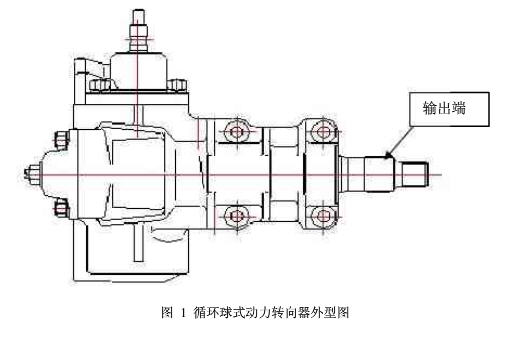
1、循环球式动力转向器简述
汽车转向系中动力转向器是一个非常关键的部件。汽车转向所需的能量,只有小部分是驾驶员提供的体能,而大部分是发动机驱动的油泵(或空气压缩机)所提供的液压能(或气压能)。动力转向器在这里所起的作用相当于一个控制器,通过动力转向器内部的分配阀来控制能量的走向和大小,液压转向装置工作压力可高达10MPa以上,其部件尺寸很小,工作时无噪声,工作滞后时间短,而且能吸收来自不平路面的冲击,因此,液压转向加力装置已在各类各级汽车上获得广泛应用。[1]
通常按传动副的结构形式主要有两种:齿轮齿条式和循环球式转向器。齿轮齿条式动力转向器承受的力相对来说比较小,它主要应用于小排量重量较轻的微车小型车上,而循环球式转向器主要应用在重型汽车或越野车上,它由螺杆-螺母,齿扇-齿链两对传动副组成。现在讨论的动力转向器是一种循环球式转向器,它是一种整体式结构,其中动力缸、分配阀和转向机组合为一体,结构紧凑、管路短、接头少、性能较好。[2]
由于在行驶过程中转向是一个非常频繁的操作,同时在转向时都是高压油不停的作用,因此对动力转向器的设计、加工及装配提出很高的要求。
动力转向器故障是汽车整车厂售后部门反馈回来Z多故障的部件之一,动力转向器输出端漏油占了动力转向器总故障的85%以上。
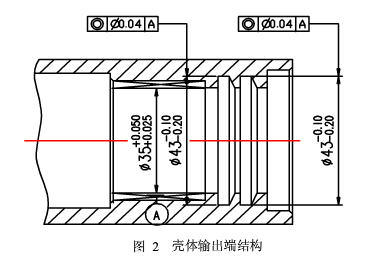
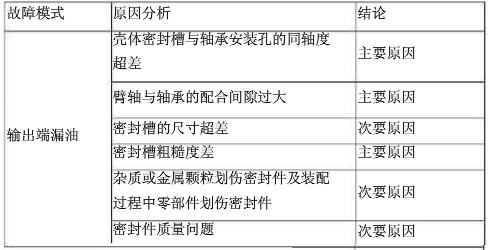
2、故障模式:
通过对动力转向器进行高温耐久性试验,然后解剖试验零件后进行零件结构分析,我们认为导致输出端漏油的可能故障模式有如下几种。下面将通过分析来找出导致输出端漏油的主要原因。
表1 动力转向器输出端漏油原因
3、故障分析
试验过程:通过模拟动力转向器工作状态,根据试验规范要求对1台正常供应件和1台故障返回件进行高温耐久性试验。
试验条件为:磨合压力:5Mpa;磨合温度:55℃~75℃;循环次数为25万为次合格。
表2 动力转向器故障描述
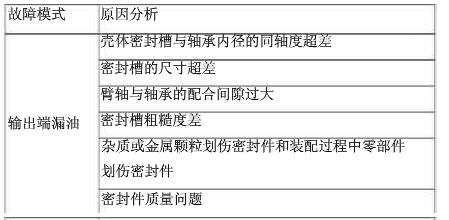
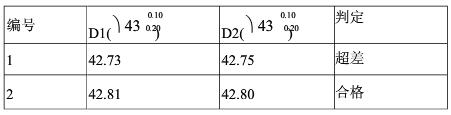
由于壳体已安装轴承,只能检查壳体密封槽对轴承内径的同轴度,输出端结构如图一。
表3 检测结果
理论分析:
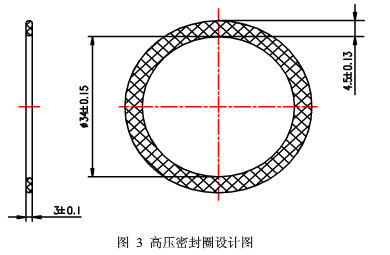
高压密封圈的设计尺寸见图二。
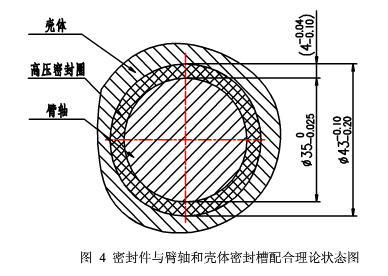
密封件与臂轴和壳体密封槽配合的理论状态见图三。
壳体密封槽与臂轴的Z大间隙为:(42.90-34.975)/2=3.96mm,Z小间隙为:(42.80-35)/2=3.90mm。
高压密封圈的理论Z小压缩量为:4.37-3.96=0.41mm,理论Z大压缩量为:4.63-3.90=0.73mm,即高压密封圈的理论压缩量为0.41mm~0.73mm。
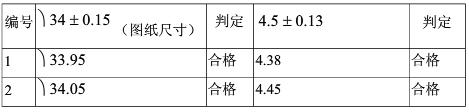
表4 故障件密封圈检测结果
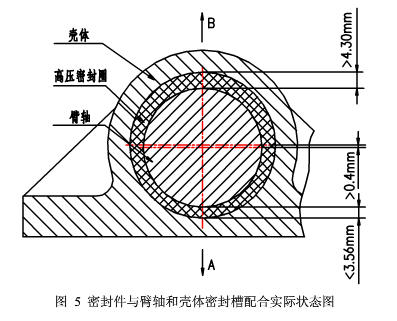
实际状态分析:当壳体密封槽对轴承内径的偏心大于0.4mm时,密封件与臂轴和壳体密封槽配合状态见图四(为简单起见,在这里只讨论臂轴往A方向偏移的情况)。
现在计算当壳体密封槽对轴承内径的偏心等于0.4mm(实际值大于0.4mm)时密封圈的压缩量:
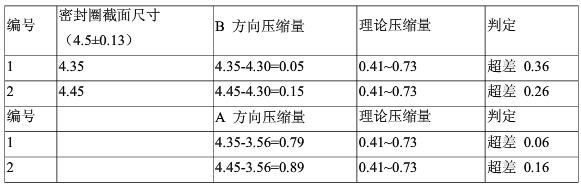
表5 偏心为0.4mm时密封圈的压缩量
由表可以看出,密封件在沿偏心两个方向上的压缩量严重不均匀,直接造成的后果有:
密封件与臂轴单边压缩量只有0.05mm~0.15mm,考虑到臂轴与轴承的间隙而产生的摆动,在工作状态下密封件与臂轴很可能产生间隙,从而使密封失效;
密封件与臂轴单边压缩量为0.75mm~0.85mm,大于理论设计的0.41mm~0.73mm,使臂轴对密封件的单边压力加大,从而加剧了密封件的磨损。
转向器磨合11小时后,在输出端出现黑白色物质(证实为高压密封圈和白色挡圈的磨损残留物,说明密封件出现了早期磨损。在后面的试验中在输出端不断出现黑白色物质,说明密封件出现了异常磨损。分解后,在臂轴两个密封槽和侧盖密封槽及其周围都发现了大量片状和粉状磨损物说明了密封件出现了过度磨损。
3.2、密封槽的尺寸超差;
密封槽尺寸超差带来的后果和壳体密封槽对轴承内径的同轴度超差带来的后果一样。
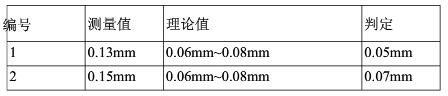
表6 密封槽实际检测结果
检查结果正常件超差0.02mm。
3.3、臂轴与轴承的配合间隙过大
检测方法:
(1)测量臂轴与轴承配合面处的尺寸,检测的结果为臂轴的尺寸完全符合设计要求,轴承内径的尺寸有点超差。
(2)直接将臂轴安装在壳体上,测量臂轴的跳动:
表7 臂轴与轴承配合间隙实际测量值
臂轴的尺寸符合图纸要求,臂轴与轴承的间隙过大,主要是由于轴承内径尺寸过大引起。
臂轴与轴承的间隙过大,使臂轴在工作中产生摆动,使高压密封圈受到非正常磨损。
结论:由于壳体密封槽与轴承内径的跳动超差和臂轴与轴承的配合间隙过大而导致的密封件非均匀磨损为漏油的Z主要原因;而和密封槽的尺寸超差不是漏油的主要原因
改进措施:
a、加强壳体密封槽对轴承安装孔的同轴度检查;
b、提高轴承的精度等级,加强轴承内圈对外圈的的同轴度精度;
c、增加轴承内径的尺寸和同轴度检查;
d、严格控制壳体质量,保证轴承安装孔的同轴度精度;
e、加强密封槽的尺寸检查。
3.4 密封槽粗糙度差
检测结果:
密封槽表面粗糙度较差,有明显刀痕,用粗糙度对比块检查粗糙度为Ra6.3左右,没有达到图纸要求的Ra1.6。
故障件1的密封槽中有大量黑白色物质,证实为高压密封圈和白色挡圈的磨损残留物。白色挡圈出现了严重的磨损,主要磨损面为挡圈与密封槽接触的斜面,磨损物呈丝状或片状。故障件2挡圈斜面有明显磨痕。
密封槽表面粗糙度差,加剧了密封件的磨损。
3.5、杂质或金属颗粒划伤密封件和装配过程中零部件划伤密封件
检查结果:在高压密封圈和挡圈上及周围未发现有细小金属颗粒,件1未发现有明显毛刺和锐边,高压密封圈也未发现有划伤痕迹。件2臂轴花键处有轻微锐边;壳体密封槽有锐边;密封圈未发现有划伤痕迹。
结论:由于密封槽粗糙度差而引起的密封件过度磨损为漏油的主要原因。杂质或金属颗粒划伤密封件和装配过程中零部件划伤密封件确定为漏油的次要原因。
改进措施:
调整加工密封槽刀具的切削参数;
调整工艺,增加抛光和喷丸工序,去除毛刺,提高密封槽表面粗糙度;
进一步提高零部件的清洁度;对过程进行严格控制,防止转运和装配过程中出现二次污染。
3.6、密封件质量问题;
检查结果:故障件2挡圈斜面有明显磨痕。
件1靠近臂轴花键端高压密封圈内圈有磨损凹坑,密封圈侧面出现较严重磨损,出现划痕和毛边;侧盖高压密封圈内圈出现横向裂纹;所有挡圈斜面均出现严重磨损,磨损物呈丝状或片状;
采用的方法是对比试验,从进口件(装配后输出端漏油情况很少)上拆下高压密封圈和挡圈做同样的实验,结论和采用国产密封圈的效果一致。
结论:故障件1密封件出现过度磨损,考虑到已磨合7.5万次、壳体密封槽对轴承安装孔的同轴度超差严重、臂轴与轴承的配合间隙过大以及密封槽粗糙度差等因素,而这些因素引起了密封件的非正常磨损。
密封件质量问题是漏油的次要原因;
4 结论
从上述分析我们可得出如下结论
表8 故障分析结论
通过对上述提出的解决措施进行整改和落实,售后服务部门反馈回来的信息表明输出端漏油的故障大幅度减少,问题得到了根本性解决。
4 参考文献
⑴ 沈 锦 汽车底盘构造与检修 机械工业出版社 2006.12
⑵ 林家让 汽车构造 电子工业出版社 2004.1









 企业新闻
企业新闻 轴承知识
轴承知识