粗轧机万向接轴装配技术
发布时间:2013-02-28 浏览次数:103
作者:付国光1 张春艳2 张红光3 史永利4
(1.一重集团公司工艺研究所工程师;2.一重集团公司重型铸造厂工艺员;3.一重集团公司企业管理部
高级政工师;4.一重集团公司工艺研究所高级工程师)
摘 要:详细分析阐述粗轧机万向接轴的结构特点及其装配难点和实现方法。
关键词:粗轧机;万向接轴;装配
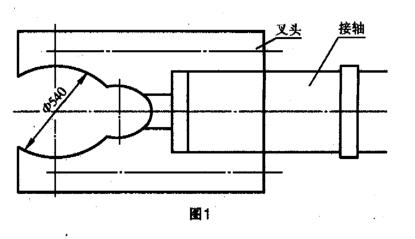
粗轧机的万向接轴为滑块式结构。叉头和接轴分别制造然后采用热装而成。现场使用表明。万向接轴的损坏往往是叉头。接轴两端的叉头直径受到齿轮机座中心距的限制。所以接轴、叉头的机械性能、加工精度、表面粗糙度都要求很高。另外由于该结构为分体组合式,对装配提出了新的课题.要求装配后的万向接轴应具有合格的强度,同时在叉头损坏时又能进行拆装。故该结构的万向接轴对装配要求及其严格。
1 技术难点
该结构主要特点为配合为过盈配合,过盈量较大。由于各分件的重量较重,体积较大,该装配带来极大的不便。而且要求电机端叉头及轧辊端叉头与接轴装配后位置度要求较为严格。装配结构如图1。
2 装配的工艺过程
复检接轴及叉头2(电机端)与叉头1(轧辊端)配合尺寸符合图纸要求。清理以上各件飞边、毛刺,圆角倒钝。将叉头加热。加热温度按叉头与接轴配合实际过盈量计算出来。加热到一定温度后进行保温,保温时间按经验给出。
3 主要工序说明及措施
接轴的工序较多。但形状较简单,外圆及R处粗糙度Ra0.8,采用磨削方法可以满足要求。
粗加工时应考虑该件调质所需吊头问题,经过研究,该件在锻造时应加长留量,在该件端头余量上加工出调质用吊头用孔,以便其能够顺利热处理。由于该件总长为9165 mm加上吊夹头用总长将近10000 mm。这对该件的加工带来极大的困难,普通车床上无法进行粗加工,只能在重型车床上进行。加工后表面粗糙度应在Ra3.2以下,以便下序进行超声波探伤。
精加工是重点,由于外圆配合尺寸公差严,精度高,表面粗糙度低,故在精加工时,经过反复研究,Z后决定将该件的精加工分为两序,首先在车床上进行精车,表面粗糙度达到Ra3.2。严格按要求修复中心孔,然后在数控磨床上进行精磨外圆。 经过实践证明以上加工方案完全保证了该件的加工及装配精度要求。
4 结语
通过执行该工艺有效的避免的加工变形问题。并完全达到了图纸的精度要求,为装配的顺利进行提供了前提条件。由于采用了先进的磨削技术,在万向接轴的加工中解决了技术难题,同时为我公司与同行业的竞争中提供了技术保证。也为万向接轴的国产化作出了贡献。
来源:《一重技术》









 企业新闻
企业新闻 轴承知识
轴承知识