询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
列车滚轴轴承故障诊断国内外研究现状分析
发布时间:2013-02-17 浏览次数:1077
周仕仁 钟声 章鹏
摘 要:目前智能结构成了一个研究的热点,广泛应用于土木、机械等结构的自动监测。分析了国内外对于旋转机械中轴承的故障诊断的研究现状,并提出了发展的方向和展望。
关键词:轴承;在线损伤检测;振动信号;轴温检测;声发射
引言
滚轴、轴承和齿轮传动箱是列车走行部的重要部件,在列车的行驶过程中,由于灰尘进入轴承,或者润滑不足等原因,造成轴承的损坏,是引起事故的重要原因,所以必须对列车滚轴轴承的故障进行检测,以保障铁路提速的安全性。本文就滚轴轴承的失效形式与振动特征、故障诊断的国内外研究现状进行一下简要的分析和阐述。
1、滚动轴承的失效形式及振动特征
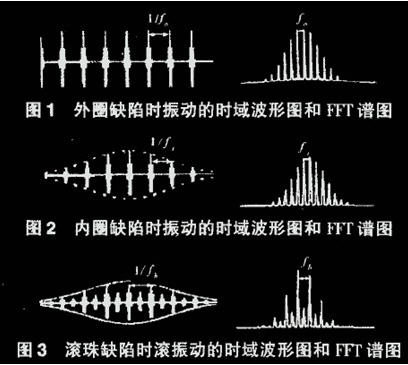
从各机务段对轴承的静态、动态检测结果看,轴承故障可分为以下几种:①外滚道点蚀、电蚀、剥离、有毛刺;②保持架锈蚀、松动;③滚柱剥离及拉伤;④挡边碎裂[1]。当轴承元件的工作表面出现局部缺陷时,会以一定的通过频率产生一系列的宽带冲击和冲击衰减响应。振动形式是复杂的调幅振动,缺陷的位置不同,振动特性也不完全相同。图1、图2、图3中分别为外圈、内圈、滚珠的通过频率。当该缺陷在外圈时,由于外圈一般固定,缺陷的位置相对于传感器的位置是固定的,传感器所受到冲击的大小和方向都不变(见图1),外圈缺陷容易识别;当内圈或滚珠出现故障时,缺陷引起的冲击振动随轴承运动呈现周期性的变化,缺陷处的载荷密度以及振动的传递途径都在不断变化,加速度传感器拾取的信号比较复杂。当内圈缺陷Z接近传感器时,振动Z大,而且随着与传感器距离的加大,其振动冲击逐渐向两边衰减。而当滚珠出现缺陷时,其振动类似于内圈缺陷,但由于滚珠自转一周分别与内外圈各接触一次,会产生2个脉冲力,由于损伤点与内圈接触时产生的脉冲力远不及损伤点与外圈接触时大,会产生图3所示强弱相间的振动冲击。
文章曾在《中国铁路》2009年11月刊发表。
滚动轴承、齿轮箱类高频故障都具有如下特点:故障初期振动冲击明显,随故障程度加深,振动冲击逐渐恢复至正常值,而振动能量值明显增大。冲击信号是敏感的,但不够稳定;振动能量值不够敏感,但会随故障稳定增长。这就要求在对这类故障进行诊断时,既要关注高频冲击值,又要关注低频有效值。现代的轴承故障诊断融合了计算机、信号处理和传感器等技术,随着计算机等技术的发展,故障诊断越来越精确和实时性。
2、滚动轴承故障诊断方法
滚动轴承故障的检测诊断技术有很多种,如振动信号检测、油样分析检测、温度检测、声发射检测等。在各种诊断方法中,基于振动信号的诊断技术应用Z为广泛,该技术分为简易诊断法和精密诊断法两种。简易诊断利用振动信号波形的各种参数,如幅值、波形因数、波峰因数、概率密度、峭度系数等,以及各种解调技术对轴承进行初步判断以确认是否出现故障;精密诊断则利用各种现代信号处理方法判断在简易诊断中被认为是出现了故障的轴承的故障类别及原因。
2.1振动信号分析法
以下先简介一下振动分析法,振动分析法是一种比较实用的方法,为了实现精确的在线监测,采用更为先进的诊断方式越来越重要。比起油样分析法和温度测量法,振动信号监测法能更早、更准确地发现故障。振动信号对绝大部分轴承故障都很敏感,故障会引起轴承振动增加(至少是振动特征改变)。采用振动信号检测法对机车轴承进行故障诊断的过程,一般来说,包含信号采集、特征提取、状态识别、故障分析和决策干预等五个基本环节。简单的诊断仪一般都是对振动的有效值、Z大幅值、峭度等时域特征信息进行判断而诊断故障的,诊断方式简单,信号处理十分粗糙,可信度低。所以,滚动轴承故障的振动诊断多数都是依赖于故障诊断系统,不仅利用了振动的时域信息,而且利用了振动的频域信息,诊断的准确性得到了提高。但是这种诊断方式在目前的实施过程中多数都是依赖于技术人员对测试信号中的故障特征进行识别、判断,不能实现真正意义的在线自动诊断和完全摆脱技术人员判别的“傻瓜式”的智能诊断。在对后期振动信号的分析和处理中,如果结合一些智能化的信号处理方法,就能有效地解决这个问题,文献[9]提出了一种轴承故障在线智能诊断仪。实用中需要注意选择测点的位置和采集方法。要想真实准确反映滚动轴承的振动状态,必须注意采集信号准确真实,因此要在离轴承Z近的地方安排测点,一般安防在轴承座上有比较理想的效果[4]。另外必须注意对振动信号进行多次采集和分析,综合比较,才能得到准确结论。
2.1.1振动信号的拾取
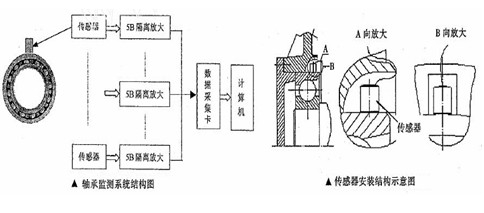
振动传感器的类型较多,按被测物理量来分有位移(振幅)传感器、速度传感器和加速度传感器三种。由于位移、速度、加速度这三个参数可以通过简单的微积分关系相互转换,故三种传感器有时可以通用。目前,测振传感器多采用惯性原理制成,如磁电式速度计、压电式加速度计、压阻式加速度计、地震计量用的测振仪等。机车轴承的振动信号都属于高频信号,因此一般采用加速度传感器进行振动信号的拾取。在采集轴承振动信号时,一般将传感器放置在轴承座表面或机壳靠近轴承的部位,如图4所示,由于轴承的振动信号是通过轴承座或其它零部件传递到传感器,信号在传递过程中有能量损失,信号被削弱[5],且受环境噪声影响,信噪比差,轴承的一些微弱故障信号(如早期故障信号)很难检测到,从而不能及时对轴承的工作状态作出判断。近年来,计算机技术、传感器技术、故障诊断理论、信号处理技术和相关硬件技术的发展,为轴承故障的实时在线检测与诊断提供了技术条件。
振动信号检测法Z重要的是信号的分析和后期处理,直接关系到结果的准确性和监测的智能化,以下是几种振动信号的分析和处理方法。
图4 振动传感器安装在轴承上的位置
2.1.2时域同步平均分析
时域同步平均是轴承诊断常用的一种信号增强方法,通过对多周期振动信号进行同步平均,可以得到时域同步平均信号。有效降低其他部件和振动源对于信号的影响,提高信噪比。
2.1.3频谱分析
(1)细化谱分析对信号进行频谱分析时必须有足够高的频率分辨率。当边频带的间隔小于频率的分辨率时就分析不出轴承的故障,采用细化谱分析可以提高分辨率。FFT-FS频谱细化方法在不增加采样点数,对所研究的频带进行细化,能够得到较准确的频率值。经时域同步平均后,随机噪声功率降为原来的1/P。陈韶华等提出了一种改进的时域平均法,变截断周期时域平均搜索方法,通过改变时域平均截断周期来搜索某一有限频带内的微弱周期信号,它的信噪比下限达到-35dB。
(2)倒频谱分析
倒谱分析的实质是对频谱再作一次处理,对识别和提取频谱图上的周期成分十分有效,借助倒频谱分析,在复杂的干扰信号中,准确地确定轴承的故障部分。倒频谱技术在识别轴承振动频谱的边频,消除系统传递函数影响等方面具有显著的优越性,针对滚动轴承振动信号的特征,利用倒频谱技术可简化谱图的特征分析。
2.1.4小波变换在轴承故障中的应用
在轴承故障诊断中,常常只对轴承的局部异常区域所引起的信号局部变化感兴趣,这些信号由于非常微弱、能量很小,往往容易被噪声淹没而难以辨别。当故障诊断应用傅立叶变换进行分析时,不能进行局部化分析。而具有良好时域和频域局部化特性的小波变换,能对信号的高频、短时成分准确地在时域和频域中进行分析,可将故障特征信号有效地分离出来,从而对故障做出分析与解析。在文献[3]中对近几年在机械诊断领域内小波技术的研究及其在轴承等方面应用中取得的进展做了系统介绍。采用连续小波变换和独立分量分析的方法对滚动轴承的信号进行消噪和分离,可以提高信号的信噪比和诊断率。对滚动轴承的早期故障诊断,可将小波滤波和循环平稳度分析方法相结合,采用Z小熵方法对小波滤波器参数进行优化。
2.1.5模糊识别在轴承故障中的应用
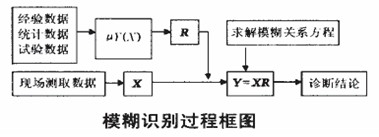
模糊诊断方法的诊断过程如下图所示,在进行模糊诊断之前首先要设法建立故障与征兆之间的模糊关系矩阵R,也叫隶属矩阵,诊断过程如下图所示:
第1步,测取轴承的待检状态的征兆参数向量矩阵X;第2步,求解模糊关系方程Y=XR,得到待检状态的故障向量Y。即可得出合理的诊断结论。应用模糊聚类方法对轴承运行状态进行评判,可以挖掘出对轴承故障诊断的敏感特征参数。胡桥等提出了一种基于模糊支持矢量数据描述的早期故障智能监测诊断新方法,只需要一类目标样本作为学习样本就可以建立起单值分类器,同时在核函数中引人非目标样本的模糊隶属度,从而把非目标样本与目标样本分等级地区分开来。该方法能快速识别轴承的早期故障,而且可以对故障的严重程度做出准确的判断。
2.1.6神经网络在轴承故障中的应用
神经网络是以神经元为信息处理的基本单元,以神经元间的连接弧为信息通道,多个神经元联结而成的网络结构。神经网络以其独特的联想、记忆和学习功能在机械设备故障诊断领域受到广泛关注,其中研究较多的是BP神经网络及其改进算法。BP算法的基本原理是把相似模式的特征值提取出来,并映射到连接权值上,使学习后的网络在遇到一个新模式时,通过将该模式与已存在的各类模式的特征值相比较,从而判断出其类别。利用神经网络的函数逼近和记忆能力,通过对滚动轴承振动信号的分析处理,提取反映轴承运行状态的特征参数组成特征向量,可以实现滚动轴承运行状态的故障监测。王太勇等对BP算法进行改进,克服传统BP算法学习速度慢、容易陷人局部极小的新算法[6]。改进后的算法用于滚动轴承故障诊断,试验结果表明,该算法可以有效缩短网络在训练过程中滞留于局部极小区域的时间,大大提高网络的学习速度。
2.1.7遗传算法在轴承故障中的应用
遗传算法(GA)是建立在自然选择和群体遗传学机理基础上的随机、迭代和进化,具有广泛适用性的搜索方法。它模拟了自然选择和遗传过程中发生的繁殖、交配和变异现象,根据适者生存、优胜劣汰的自然法则,利用遗传算子逐代产生,优选个体,Z终搜索到较优的个体。陈长征等提出了一种改进的遗传算法进行轴承轮的故障诊断可以促成算法加速收敛,避免陷人局部极小[7]。以前介绍了振动信号的采集及后期分析处理方法,用于振动诊断的测试参数有多种,其针对不同轴承故障缺陷各有优势,但有些参数对测试环境的要求较高,机车在线运行时无法正确提取,比较好的办法是在地面进行机车顶轮检测。为了提高故障识别的精确度,可采用两个振动传感器,一个安装在离轴承较近的位置用来识别故障信号,另一个安装在离轴承较远的位置用于检测背景信号。振动分析法的优点:适用于各种类型、各种工况的轴承;可以有效地诊断出早期微小故障;信号测试与处理简单、直观;诊断结果可靠等等。从适用、实用、有效的观点看,目前没有比振动分析法更好的滚动轴承监测与诊断方法了。振动分析法的缺点:振动法对滚动轴承内部微小裂纹及摩擦等早期故障不是很有效,其主要原因是振动分析法是通过对加速度和位移等振动信号的分析处理来判断故障,相当于对故障的二次信号进行处理,没有实现真正意义下的实时检测。相比而言,声发射信号反映的是故障的一次信号,信号中隐藏着有关声发射源特性的重要信息(如缺陷的类型、大小、位置和变化趋势等),其对缺陷的反映具有真实性和实时性的特点,因而适用于高速、连续工作的滚动轴承在线监控及早期或临近破坏预报。
2.2声发射检测法
声发射是指物体在外界条件作用下,缺陷或物体异常部位因应力集中而产生变形或断裂,并以弹性波形式释放出应变能的一种现象[8]。滚动轴承在运行过程中,其故障(不管是表面损伤、裂纹还是磨损故障)会引起接触面的弹性冲击而产生声发射信号,该信号蕴涵了丰富的碰摩信息,因此可利用声发射来监测和诊断滚动轴承故障。滚动轴承声发射信号提取系统主要由声发射传感器、前置放大器、滤波器构成。声发射传感器将轴承释放出的AE(Acoustic Emission)转换成电信号,为了防止噪声的混入采用前置放大器和滤波器分别进行增幅和滤波,调理后的信号适合于后续处理和分析。用仪器检测、分析声发射信号和利用声发射信号推断声发射源的技术称为声发射检测技术,它是20世纪60年代发展起来的一种动态无损检测新技术,其利用物质内部微粒(包括原子、分子及粒子群)由于相对运动而以弹性波的形式释放应变能的现象来识别和了解物质或结构内部状态。声发射技术可以在构件或材料的内部结构中,缺陷或潜在缺陷处在运动变化的过程中进行无损检测。因此,裂纹等缺陷在检测中主动参与了检测过程。如果裂纹等缺陷处于静止状态,没有变化和扩展,就没有声发射产生,也就不可能实现声发射检测。而且由于声发射信号来自缺陷本身,因此可用声发射法判断缺陷的严重性。
声发射信号包括突发型和连续型两种。突发型声发射信号由区别于背景噪声的脉冲组成,且在时间上可以分开;连续型声发射信号的单个脉冲不可分辨。实际上,连续型声发射信号也是由大量小的突发型信号组成的,只不过太密集而不能分辨。目前对于声发射信号的分析方法主要包括参数分析法和波形分析法。
滚动轴承一般需要在工作状态下进行实时在线检测。如果采用振动加速度传感器,则需要用电荷放大器将电荷量转化为电压量,而电荷放大器的抗干扰能力很难满足现场工况的要求,从而造成采集到的信号除有滚动轴承的故障信号外,还伴随有大量机构碰撞、摩擦等噪声信号。声发射传感器输出的是电压信号,不需要中间的转换仪器,从而简化了检测系统;对于AE信号的放大所采用的前置放大器,其体积远小于电荷放大器,且现场工况对其影响很小。因此声发射检测装置相对振动分析装置而言,具有简单、可靠性高、抗干扰性好和使用方便等优点。与振动方法不同的是,声发射信号的频率范围一般在20kHz以上,而振动信号频率比较低,因此声发射技术不受机械振动和噪声的干扰,基于声发射监测和诊断滚动轴承故障有其独特的优越性。同振动法,声发射技术也可采用多声道技术,既安装多路换能器在被检测部件周围,不仅可以在线实时确定声发射源的位置,而且还可以实时评价声发射源有害度。声发射技术也在从模拟到数字化的转变,目前国内已经研制出全数字化的声发射仪,并结合后期智能化的信号处理技术,使得声发射技术得到进一步的应用,是一种极有发展前景的技术。
声发射技术的优点:由于声发射是故障结构本身发出的高频应力波信号,不易受周围环境噪声的干扰,预报故障时间早,并可以长期连续地监视缺陷的安全性和超限报警,这是声发射检测优于其他无损检测的地方;声发射检测方法对线性缺陷较为敏感,它能探测到在外加结构应力下这些缺陷的活动情况,稳定的缺陷不产生声发射信号;可提供活性缺陷随载荷、时间和温度等变化的实时或连续信息,因而适用于行车过程中在线监控及早期或临近破坏预报。
声发射技术的缺点:声发射检测到的是一些电信号,根据这些电信号来解释结构内部的缺陷变化往往比较复杂,需要丰富的知识和其他试验手段的配合。另一方面,声发射检测环境常常有强的噪声干涉,虽然声发射技术中己有多种排除噪声的方法,但在某些情况下还会使声发射技术的应用受到限制。并且声发射检测需要昂贵的专用设备。
2.3轴温检测法
红外线轴温探测系统在保证铁路运输安全中地位的愈来愈高,随着货车滚动轴承的不断增加,红外线轴温探测网络由原来的40~60Km1台无人值守探测设备,发展到今天的20~30Km1台,设备密度加大。红外线轴温探测设备在线检测系统能够解决维修人员不足,并能全面、及时、快速和可靠地检测红外线轴温探测设备的全部指标,通过信息的汇总,由设备管理人员可以全面地分析管理所管辖的所有设备的运行状况。目前的轴温探测器,按轴温信号的放大、传输与记录的基本方法来分类,一般可分为以下三种:探测点直接记录方式、电缆传输方式和载波传输方式。
红外线轴温监测系统构成的基本单元为:探测站、铁路分局监测中心、铁路局车辆处查询终端等。亦可在探测站与分局监测中心之间加设复示站,以提高红外线轴温监测的实时可靠性。其中探测站具有红外线探头和磁头等设备。
如果轴承发生故障,摩擦力增加导致轴承温度升高,便可以通过检测轴温来达到故障诊断的目的。不过单独只用轴温检测法,对轴承故障不能达到全面诊断的目的,不能识别所有的轴承、传动齿轮故障,所以具有一定的局限性,但温度监测法适合车载在线监测。
目前运用温度检测技术的装备有地面红外遥测装置、车载轴承温度报警装置。目前车载轴温报警器比较常用,在客车的每节车厢里安装有监视仪,在线实时监测每个车轴轴承的温度。为了实现监测包括客货车的所有车辆,这里简介一下地面红外遥测网络。
红外线轴温探测器的两只探头分别安装在线路左右两侧,用以探测到达列车左右两侧轴箱的温度。探测器的探头和钢轨的距离不应过远,一般小于1.5米。探测点一般设置在列车进站前的干线上,前方应有50米以上的直线轨道,在这段距离内不得设置道岔,以保证列车平稳地通过探测点。各个监测点通过无线通信或网络技术把信息传输到中心计算机上进行分析和处理。
红外线轴温探测器的优点:是发现车辆热轴,防止热切轴,确保铁路行车安全的重要设备。安装在客车上可以实现车载式实时监测每个车轴的温度,也可以安装在地面,实现遥测,在线监测所有通行的车辆,及早发现故障。监测到热轴故障的可靠性较高、漏检率小于0.001。
红外线轴温探测器的缺点:主要发现热轴、燃轴等事故,不能监测到所有的轴承故障。并且遥测系统需要建立庞大的网络,受天气、信号干扰等的影响较大,需要有效的措施来防止因其它干扰所引起的误判。维修难度增大,需要更多的专业维修人员随时检查各个探测站的运行情况。
3、结论
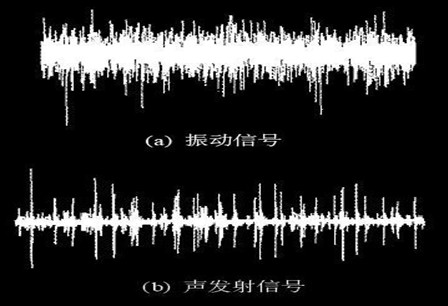
以上简要分析了振动信号检测法、声发射检测法和轴温检测法,现在铁路系统普遍使用轴承温度检测仪随车监测机车轴承状况。理论分析和大量实践表明,监测轴承温度一定程度上能防止燃轴事故发生,但是温度对大部分轴承故障并不敏感。当轴温超限报警时,往往轴承已经发生比较严重的损伤,甚至事故已经发生,因此,为了能更早、更准确地发现故障,必须结合其它监测手段。在各种故障诊断方法中,振动信号对绝大部分轴承故障都很敏感,故障会引起轴承振动增加(至少是振动特征改变),与温度法相比优点突出[2]。目前的故障诊断中,振动分析法占了80%左右的比例。而声发射技术受噪声的影响比振动法较好,图5a和b分别是轴承运行一段时间后检测到的振动信号和声发射信号。由图5可以看出,正常轴承经过一段时间的运行后,声发射信号可以明显反映故障的变化,而振动信号由于与噪声及其它干扰信号混在一起,既看不出信号的明显变化,更不能发现故障信号。所以,振动法对早期故障信号敏感度较低,并且声发射技术更能识别故障发生的具体部位。从成本和技术上分析,振动法较为简单,检测设备成本较低,而声发射需要专用的昂贵设备,技术难度较大。红外轴温探测系统需要大型、复杂的网络系统,增加了系统的不可靠度,比如红外线温度探测器的灵敏度、网络通信等故障。从2004年4月至6月的统计数据来看(红外线实验车),红外线设备运行中较突出的故障为磁头自检异常(占51%)、探头自检异常(占15%)、交流电自检异常(占26%)、通讯中断(占6%)[14]。为提高可靠性和防止各种干扰会提高技术难度和成本。但红外轴温探测系统可以集中监测所有通行的车辆,及早发现热轴故障。
图5 两种信号在同一状态下的比较
4、轴承故障诊断的发展前景展望
以上阐述的方法有:振动信号检测法、声发射检测法和轴温检测法,其中振动检测法比较实用,检测法简单;声发射检测技术具有检测时间短,分辨率高,灵敏度高,精度高,结论准确可靠等特点;轴温检测法能比较快速和灵敏地反映设备的工况状态,轴承一旦发生异常,磨损速率会大大加快,温度是Z直接的反应,但温检法不能进行全面的故障诊断,却适合列车运行时在线监测。近几年,新技术和新方法层出不穷,人工智能和计算机在轴承故障诊断中的应用越来越广泛,今后的发展方向主要体现在以下方面:
(1)时域分析和频谱分析在轴承故障诊断中的应用将日趋完善;
(2)对于轴承故障诊断的理论和方法进一步深人研究,并且各种研究成果将会逐步应用到实际生产;
(3)故障诊断智能系统进一步的深人研究,多种轴承故障分析方法相结合,如小波神经网络、模糊识别与小波分析相结合等新分析方法应用智能专家系统,提高诊断的效率和准确率;
(4)多种信号采集法相结合,比如同时监测振动和温度信号,车载实时监测与地面红外遥测相结合,文献[15]提出了一种利用CAN总线将振动诊断法与温度监测法相结合的车载监测系统;
(5)随着计算机和网络技术的发展,远程故障诊断将是现代故障诊断发展的一个重要的方向,比如利用CAN总线实现车载在线监测的方法[15]、红外遥测技术等。
(6)无线网络传感器、嵌入式技术在轴承故障诊断中的应用,检测技术向全数字化转变。例如采用DSP技术来进行振动信号或声发射信号的分析与处理,就能增加故障诊断的在线监测实时性。可以预言,在不远的未来,滚轴、轴承、齿轮的故障诊断能够实现准确、快速、实时和在线监测与报警。
参考文献:
[1] 陈跃年,等.机车走行部轴承故障分析与改进 [J]. 机车电传动,2007(5):75-78.
[2] 石华峰,等.机车轴承故障诊断 [J] . 机车电传动, 2004(2):40- 43.
[3] 何正嘉,等.小波技术在机械监测诊断领域的应用现状与进展 [J]. 西安交通大学学报,2001(5):540-547.
[4] 黎丹,陈特放.机车轴承故障诊断中振动信号采集的研究 [J]. 国外电子元器件,2007(1):35-38.
[5] Changting Wang. Sensor Placement Strategy for In-Situ Bearing Defect Detection. IEEE 2000.
[6] 王太勇,等.一种改进BP算法在滚动轴承故障诊断中的应用 [J]. 中国机械工程,2001(10):1 179-1 181.
[7] 陈长征,等.遗传算法改进及其在机械故障诊断中的应用研究 [J]. 机械科学与技术,2000(5):392-394.
[8] 刘贵民.无损检测技术 [M ]. 北京:国防工业出版社,2006:288-309.
[9] 王平. 滚动轴承故障在线智能诊断仪 [J]. 轴承,2003(9):35-38.
[10] Hawman M W,Galinaitis W S. Acoustic emission monitoting of rolling element beairngs[J]. Ultarsonics symposium,1988,885―889.
[11] 中国轴承工业协会.滚动轴承基础知识 [M]. 河南:河南人民出版社,2006.
[12] 池红岩,等.工程实践中的损伤检测 [J]. 科技资讯,2006(14):206-207.
[13] 刘永斌,等.基于嵌入式传感器的滚动轴承状态监测系统的研究 [J]. 机械制造,2003(12):55-57.
[14] 武夫.红外线轴温探测系统存在的问题及对策 [J]. 铁道机车车辆,2005(2):56-58.
[15] 王宏强,等.基于CAN总线的车载机车轴承监测系统 [J]. 铁道机车车辆,2004(8): 31-33.
[16] 张志刚,王化祥.基于DSP 的机车轴承故障实时监测系统的设计 [J]. 仪表技术与传感器,2005(9):13-15.
[17] N.G.Nikolaou,I.A.Antoniadis.Rolling element bearing fault diagnosis using wavelet packets.NDT&E International 35(2002)197-205.
[18] Li H,Zheng H Q,Tang L W.Hilbert-Huang transform and its application in gear faults diagnosis [J]. Key Engineering Material,2005,291-292: 655-660.
[19] 岳建海,裘正定.信号处理技术在滚动轴承故障诊断中的应用与发展 [J]. 信号处理,2005(4):185-190.
[20] 胡桥,何正嘉,等.基于模糊支持矢量数据描述的早期故障智能监测诊断 [J].机械工程学报,2005(1).
[21] 夏新淘.滚动轴承振动与噪声的研究现状与发展 [J]. MC现代零部件,2004(3-4):47-50.
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识