询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
轴承振动噪声测试分析
发布时间:2013-01-22 浏览次数:1020
作者:王家亮
1
陈 云
2
李兴林
2
蒋万里
2
潘继康
2
(1.上海市轴承技术研究所,上海 200031;2.杭州轴承试验研究中心,杭州 310022)
摘 要:详细介绍了滚动轴承振动及噪声的产生原理和测量方法,并对滚动轴承噪声测量的发展做出了展望。
关键词:滚动轴承;振动;噪声;异常声;波峰因数
声音是指弹性物质中传播的压力、引力、质点位移及速度等的变化所引起的物理扰动,即声音可以定义为在空气、水和其他媒质中人耳所能听到的任何压力的变化。噪声是指除了正常声音以外引起人们不舒适、产生烦躁感的声音,它是为人们所不希望、不喜欢,但经常又难以避免的一种声音。轴承在运转过程中,由于滚道和滚动体之间相互接触、碰撞而产生振动,当滚动轴承的振动传播到辐射表面,振动能量转换成压力波,经空气介质再传播出去即为声辐射。其中20-20kHz部分为人耳可接收到的声辐射,即为滚动轴承噪声。由振动产生的机械波向空间辐射,引起空气的振动,从而产生声响,这种声响习惯上就被称为轴承的噪声或噪音。所以轴承振动是产生噪音的根源。即使轴承零部件滚动表面加工十分理想,清洁度和润滑油或油脂也无可挑剔,但轴承在运转时,由于滚道和滚动体间弹性接触构成的振动,仍会产生一种连续轻柔的声音,这种声音就称为轴承的基础噪声。基础噪声是轴承固有的,不能消除。叠加在基础噪声内的其他噪音就称为异音或异常声。
1 噪声测量和振动测量
1.1 轴承的噪声测量
滚动轴承的噪声测量,须在声学性能良好的消声室内进行,声学测量中使用的消声室,是一种人为的自由场。自由场就是在均匀各个方向同性的媒质中,边界影响可以忽略不计的声场。在自由场中,声波在任何方向无反射,声场各点接受的声音,仅有来自声源的直达声而无反射声。声学测量中使用的消声室,也是一种人为的自由场。消声室可用来对声源进行较准确的测量,是理想的声学测量场所。消声室背景噪音必须在20dB以下,且小于被测轴承噪音10dB以上。什么是背景噪音呢?在噪音的测量中,凡属于干扰测量讯号的所有噪声的总和称之为背景噪声。在进行噪声测量时,必须注意背景讯号的声压级,如被测轴承的实测噪音声压级比背景噪音声压级大10dB以上,则背景噪音可忽略不计。如被测轴承的实测噪音声压级与背景噪音声压级之差小于10dB,则需进行修正。
修正式 L
K
=L
Z
—ΔL (1)
式中:L
K
为校正后的轴承噪声声压级;L
Z
为实测的轴承噪声声压级;ΔL为校正值(从校正曲线查得)。
如被测轴承的实测噪声声压级与背景噪声声压级之差小于3dB,则此消音室就不能用于轴承噪声测量。轴承噪声测量虽然能够直观地反映轴承的噪声和音质,但是测量轴承噪声必须在声学性能良好的消声室内进行。建造这类消声室费用大,一般轴承制造单位不易办到。同时在消声室内不可能大批量的进行测量,这就不能满足生产现场对轴承噪声质量把关的需要。
1.2 轴承的振动测量
轴承在运转过程中,除轴承零件间的一些固有的、由功能所要求的运动以外的其他一切偏离理想位置的运动均称为轴承振动。轴承运动时产生的振动是很复杂的随机振动,目前还不可能完全用某种具体的运动方程加以描述。影响轴承振动的因素是很复杂的。套圈沟道波纹度、粗糙度、表面质量、滚动体尺寸相互差、轴承本身的结构类型、组装游隙、工作条件等都会影响轴承的振动。
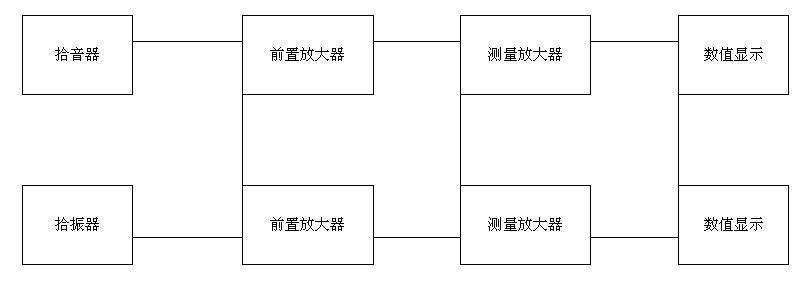
国内外的研究工作已经表明,轴承噪声和振动是同一事物的两个不同侧面的反映。它们有着本质的联系,轴承振动是产生噪声的根源。噪声和振动都是轴承运转时产生的,因此其测量方法必然有着共同性,见图1。所以说,通过用控制轴承振动来控制轴承噪音的目的在一定范围和一定程度内是能够达到的。
图1 轴承噪声和振动的测量方法示意图
1.3轴承噪声的振动检测法
轴承振动和噪声有着密切的联系,通常所说的噪声是指轴承振动测量仪电箱中扬声器输出的声响,属于振动噪声。它是由接触式测量产生(轴承振动测量仪传感器与轴承直接接触测量),并非轴承振动通过媒介引起的真实声学效应。消声室不能满足生产现场对轴承噪声的批量检测,而声学检测噪声与振动检测噪声的相关性又比较好,所以通常采用监听振动噪声的方法来检测轴承噪声与异常声。
2 从振动测量中鉴别轴承的噪声
2.1异常声形成原因及目前主要鉴别方法
滚动轴承运转过程中出现的异常声,种类繁多,形成机理比较复杂,产生的因素是多方面的,而且各种异常声常常叠加在一起,难于分辨,其主要原因有如下几种:
(1)轴承内、外滚道存在磕碰伤,划伤或严重缺陷引起的周期性振动脉冲。
(2)滚动体表面磕碰伤,划伤等缺陷引起的非周期性振动脉冲。
(3)由于剩磁吸附铁粉末存在于滚道或滚动体上而引起的周期性或非周期性的振动脉冲。
(4)杂质或尘埃进入轴承滚道运行区域引起的非周期性振动的脉冲。
(5)滚动体与保持架兜孔之间的剧烈碰撞引起的非周期性振动脉冲。
(6)润滑剂性能不良,滚动体与保持架兜孔之间的滑动摩擦以及滚动体运转时碾压润滑剂产生的振动脉冲。
从产生异常声的原因可知,异常声是一种周期或非周期冲击振动造成的,其特点具有脉冲性质。而目前大量使用的S0910加速度型轴承振动测量仪和BVT速度型三频段轴承振动测量仪的测值均为平均值或有效值(均方根),其定义式为:
式中:u(t)为t时间的波幅瞬时值;T为采样周期。
从(2)式中可以看出,该URMS值是对时间的平均值,因此对轴承振动脉冲反映不敏感。仪表显示的测量值只能表示被测轴承振动的大小,而不能判断轴承的异常声。
目前对轴承异常声的定性判别有:
(1)利用轴承振动测量仪电箱中的扬声器,操作者在测量轴承振动时可借助扬声器发出的声音来判别轴承在运转时产生的异常声。
(2)将轴承振动信号从振动测量仪测量电箱的信号输出端接入示波器输入端,观察轴承振动在时域中的波形,基波和干扰波清晰可见,但叠加在基波上的高次谐波幅值较小,再加上轴承信号是随机信号,示波器波形不停变化,观察比较困难。
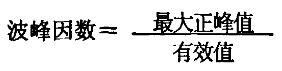
上述两种判别异常声的方法人为因素多,可靠性差,不同的操作者会得到不同的检测结果。目前对轴承异常声的定量判别:根据大量的试验研究表明,对于微小型滚动轴承来讲,无异常声的轴承波峰因数在6以下,6~8的波峰因数有轻微的异常声,有些人能判别,有些人则听不清,在10以上则基本上都能听到异常声。也就是Z大振动峰值与有效值之差大于20dB,异常声就很明显了。
单独用Z大峰值是无法评定轴承的异常声。因为轴承的大小、结构等不同,所以峰值的大小也不一样。因此要判断轴承的异常声,就必须将被测轴承的Z大峰值与有效值相比较才能评定异常声。例如有两套轴承,A轴承振动有效值为25dB,B轴承振动有效值为30dB,它们的峰值都是45dB。大多数人往往认为A轴承振动噪声要比B轴承好,但恰恰相反,B轴承的波峰因数小于6,属于无异常声。而A轴承的波峰因数已达10,显然异常声很明显了。另外,人耳的听觉对于声压级相差6dB以上的声音反映才灵敏,所以当振动值相差几个dB时,人耳感觉不太明显,而有效值与峰值相差大了,异常声就明显了。再举一个现实生活中的例子,在安静的卧室里有一架台钟,白天听不到钟的“的嗒”声,可是到了夜晚,你就能听到台钟不停地发出烦人的“的嗒”声。钟还是同一架钟,只因为白天和夜晚的背景噪声不一样了,使人的感觉也就不一样了。
根据从轴承制造企业和电机制造企业反馈的信息,按目前Z2,Z3组的标准,装机合格率只有百分之六十多。但只要轴承振动波峰因数小于8,装机合格率就上升至百分之九十多。可见波峰因数对于轴承的异常声评判是多么的重要。
当波峰因数较大时,轴承出现明显异常声,但也有些特别情况需要引起注意,比如当决定波峰因数的两个因子,及Z大峰值与有效值都同时增大时,波峰因数不变,却明显出现轴承整体噪声增大,甚至出现异常声。因此在判定异常声时,不能仅仅依靠波峰因数作为单一的依据,而应综合考虑峰值,有效值,波峰因数对轴承异常声的影响。
2.2轴承的音质鉴别与分析
所谓音质是指测振仪的扬声器中传递的声音是否“悦耳”,有的声音听起来比较清晰清脆,有的声音沉闷,混杂,听了就会感觉烦躁。目前我国很多轴承生产企业制造的中小型轴承的振动值很低,有的甚至比NSK等国外大公司的轴承还低,但是音质就是不如人家。经过对国内外轴承振动测试与分析,我们发现音质好的轴承不仅振动值小,而且其振动加速度级的高频分量远远高于中、低频分量。试验证明,高频振动加速度级只要大于中、低频振动加速度级6-10dB以上,音质相对就比较好。而目前很多国产轴承的中低频振动值很高,甚至中频分量大于高频分量。所以听到的声音多沉闷而不清脆。究其原因是采用了高质量的钢球和强化了沟道超精研工艺,却忽略了套圈的磨加工工艺。所以中低频振动没有改善,部分低振动轴承的中频分量超过了高频分量,出现了振动值低,噪声难听的现象。
表征简谐振动的方程为:
位移 S=Asin(ωt+φ) (3)
速度 v=ωAsin(ωt+φ+π/2) (4)
加速度a=ω
2
Asin(ωt+φ+π) (5)
式中:S为离开平衡位置的位移;A为Z大位移的值,称为振幅;ω为角频率,ω=2πf;f为频率;φ为初相角。
从以上物理方程可以看出,振动速度v与振幅或角频率ω(频率f)成线性比例关系,振动加速度a与振幅A成线性比例关系,而与角频率ω(频率f)成平方(指数)关系。所以在正常情况下,振动加速度值呈现高频分量大于中频分量,中频分量大于低频分量。现在有些轴承由于影响振动高频分量的钢球和沟道表面的波纹度(密波)的数值大为降低,而轴承沟道的波纹度(疏波)却没有同步降低,就造成了中频分量大于高频分量的现象。
另外,目前大量使用的加速度轴承测量仪大多数是单一通频段的,是不分高、中、低频段的。其显示的振动值是各频段振动值的叠加,亦Z接近三个频段中振动Z大的那个频段的振动值,其叠加式如下:
式中:L为通频段振动值;L
i
为各频段(高,中,低)振动值。
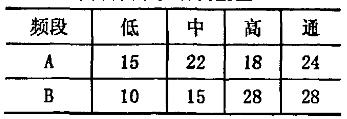
在现实中曾遇到这样两套轴承,振动测量值见下表1。
表1 两套轴承振动测量值 dB
在通频段仪器测量时,总认为A轴承振动值小,噪声低。但实际正好相反,A轴承声音响,音质沉闷,而B轴承相对声音较轻,音质清脆,经过分析,我们认为A轴承中频振动值高,频率正好在人耳听觉的敏感区域,所以就感觉声音响,而B轴承虽然振动值高,但由于高频声在传播的过程中衰减比中、低频快,同时B的中、低频振动值都比A轴承要低,所以感觉B轴承声音要比A轴承低。
从上述例子中、低频对噪声的影响可以看出,单一通频段的轴承测振仪已不能满足低噪声无异常声轴承检测的要求,必须采用分频段和峰值测量,才能较全面的来评判轴承的振动质量。中国轴承协会也为此曾发文,文号为 轴协 技字99(009)号、轴质字99(001)号。
3 发展与探索
目前国内绝大部分轴承生产企业都使用测振仪评定轴承的振动与噪声。行业内也制定了相应的标准。滚动轴承噪声测量未来发展主要有以下几个方面:
3.1 轴承噪声测量测准支撑技术
滚动轴承振动现象属非线性随机过程振动理论范畴,机理十分复杂。振动噪声测量仪属机电一体化动态性能测量仪,作为一个测试系统,测量误差不可避免。在轴承低噪声技术水平相对较低、振动测值相对较高的前提下,测量误差相对较小。随着轴承综合技术水平的提高,振动测量的误差逐渐凸现出来。轴承振动、噪声测量三位一体的测准支撑技术——测振仪、测量方法标准、测振仪的校正的系统技术尤为重要。
3.2 噪声的测量和测量标准
主要是研制噪声测量仪,实现噪声的现场测量和分析。该问题的解决是批量生产高品质低噪声轴承的基本条件。日本已经进行了有关轴承噪声的测量标准的制订工作,但没有取得满意的结果。
3.3 轴承噪声声压级的不确定度
在轴承噪声测量中,测量不确定度的评估是一个很重要的问题,要研究小样本测量轴承噪声声压级的扩展不确定度,以此来评价每一套轴承噪声声压级干预的扩展不确定度,并预测大批量生产低噪声轴承的声压级范围。
3.4 噪声标准的制定
轴承的噪声标准的制定是一个亟待解决的问题,目前国内并没有相关的标准。在当前的形势下,用户需求的是真正的“低噪声”轴承。目前,知名公司,例如,NSK、SKF、NTN等都制定有相应的噪声控制企业标准。噪声标准的制定应考虑国内轴承行业的普遍状态,但应该立足于高的起点,缩小与轴承强国的差距。
近年来,我们一直在探索一种能代替人工判别异音和音质的方法,从而实现以数据说话,实现标准化管理的目标。从1999年研制了S092轴承振动测量仪,用于异音检测,无论在轴承生产企业,电机制造企业,还是销售商中,都取得了很好的效果,在此基础上,于2003年我们又开发了S092-III型轴承振动(异音)测量仪,采用加速度三频段测量,具有数据处理功能,实践下来是比较满意的。是用于“CSBTSTC TC98.80—2002滚动轴承深沟球轴承振动(加速度)峰值技术条件”制定的参考仪器,也是用于“JB/T7047—2006(代替JB/T7047—1999)滚动轴承深沟球轴承振动(加速度)技术条件”制定的参考仪器。
滚动轴承的振动测量传递的信息很多,我们还在不断地探索与研究,目前国内与一些研究所和企业在这方面做出了示范。如杭州轴承试验研究中心有限公司研制的BANT轴承异音测量仪,它与BVT系列轴承振动(速度)测量仪配套使用。它的输入信号分别来自BVT系列轴承振动(速度)测量仪电箱的通频带和低、中、高频带输出口。对因轴承零件缺陷或润滑油脂中的杂质颗粒而引起的异音大小进行判断,也可用于评判低噪声润滑脂。我们引进的一台SKF公司的测振仪,它可以通过测量振动,智能诊断轴承零部件的缺陷。现在我们与上海大学等合作,也正在研制开发这种智能诊断轴承零部件的振动测量仪,目前也取得了一些阶段性的成果。
4 结束语
本文对滚动轴承振动及噪声的产生原理及测试方法进行了论述。随着技术的发展,轴承噪声的测量以及如何减振降噪将成为今后轴承行业的一个重要的研究方向。关于轴承振动测量究竟用“速度”还是用“加速度”物理量的争论,已由于标准(ISO 15242-1、2)的制订而统一。目前,杭州轴承试验研究中心已经制订了这一国家标准,正在报批中。
参考文献:
[1] 李兴林.滚动轴承振动噪声及评价技术[J].轴承,1995(9):42-46.
[2] 李兴林,陈芳华,沈云同,等. 滚动轴承振动、噪声和异音测试技术系统研究[J].哈尔滨轴承,2003(2):37-40.
[3] 宋如英.对滚动轴承振动、噪声及异常声测量的商榷[J].轴承,1999(9):1-2,32.
[4] 李兴林,沈云同,潘继康,等.轴承振动(速度)噪声测试技术现状及发展[C]. 洛阳:中国轴承论坛第三届研讨会论文集,2004.
[5] 李兴林,沈云同,李俊卿. 滚动轴承振动噪音测试技术现状及发展[Z],发展中的中国轴承工艺装备,中国轴承工业协会编制,2006.
[6] ISO 15242-1:2002 , Rolling bearings——Measuring methods for vibration—Part 1:Fundamentals[S].
[7] ISO 15242-2:2003 , Rolling bearings——Measuring methods for vibration—Part 2:Radial ball bearings with cylindrical bore and cylindrical outside surface[S].
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价











 企业新闻
企业新闻 轴承知识
轴承知识