45钢中夹杂物的调查与分析
发布时间:2013-01-07 浏览次数:1008
作者:李永祥 李斌 李碧春
(重钢股份公司钢研所)
摘 要:本文对45钢中夹杂物的来源和造成45钢中夹杂物增加的原因进行了调查分析;通过调查分析,提出了防止45钢中夹杂物增加和降低45钢中夹杂物的措施。
关键词:45钢;夹杂物;调查;分析
1 前言
45钢作为一种优质碳素结构钢,主要用于加工齿轮、轴承等汽车、摩托车配件,市场应用较为广泛,但对其钢材实物质量要求较高。重钢随着整个产能的扩大,45钢产量也大幅提高,年产量达20万吨。虽然总体质量能满足市场的要求,但质量不稳定,每月都有一定量的用户质量异议发生,其发生率在公司生产的所有钢种中是Z高的。特别是2006年7月以来,随着45钢产量的进一步扩大,质量波动较大,用户质量异议也较多,而造成用户质量异议多的主要原因为钢中夹杂物和折迭,其次为裂纹。对此,于2006年10月份开展了45钢夹杂物调研工作,通过生产试验,从冶炼、精炼、连铸、轧钢工序取样进行检验分析,对夹杂物的来源、分布等情况调研后,提出了防止45钢中夹杂物增加和降低45A钢中夹杂物的措施。
2 调查方案
2.1 生产工艺:80t转炉冶炼—LF精炼—5机5流150x150mm2断面连铸—轧钢(轧制规格Φ60)。
2.2 调查钢种为45A钢,在设备和工艺正常条件下,按现有45A钢工艺制度执行。
2.3 在一个中间包浇次上连续试验4炉。
2.4 冶炼工序取终点渣样,精炼、连铸工序取气体样、夹杂样、渣样。
2.5 铸坯低倍检验后,再做夹杂物分析和金相检验,轧材做塔形检验、夹杂物分析,轧材缺陷做金相和电镜检验分析。
3 现场试验工艺控制
3.1冶炼工艺
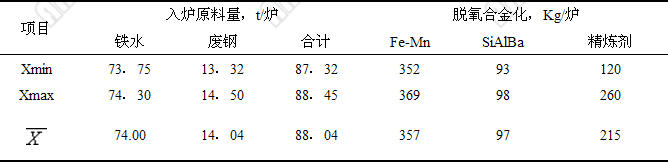
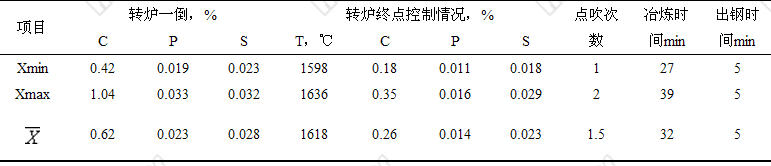
冶炼采用脱硫铁水,其工艺参数控制情况见表1、2。从表1、2可知,总体上看,冶炼控制良好。
表1 45A钢冶炼原料及脱氧合金化情况
表2 45A钢冶炼工艺参数控制情况
3.2 LF精炼工艺
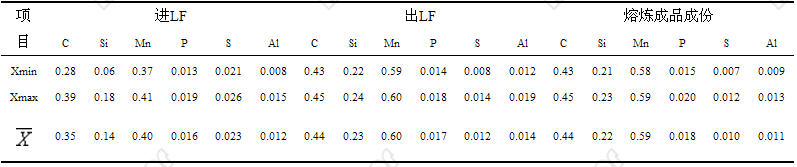
LF精炼工艺参数及钢液成份控制情况见表3、4。从表3可知,保证出钢量稳定的工作还有待加强。从总体上看,LF精炼工序操作稳定正常,钢的成份控制良好。
表3 45A钢精炼工艺参数控制情况
表4 45A钢LF精炼前后成份变化情况
3.1连铸工艺
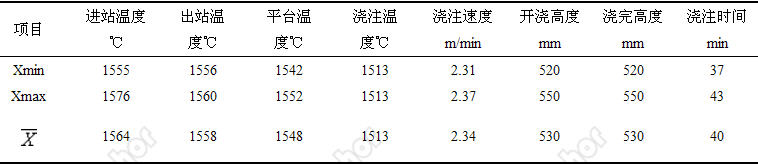
本次试验均在一个中间包浇次中进行,试验炉次为同一中间包浇次的第5~8炉。采用五流浇注,涂料中包,Al-C质水口,结晶器电磁搅拌、液面控制技术、全程保护浇注,中包下水口浸入钢液深度60~80毫米。从总体上看,连铸工序除了浇注过程中,每炉不时有1~2流出现结晶器液面翻卷现象外,其它操作平稳、顺行,无异常。其连铸工艺参数控制情况见表5。
表5 连铸工艺参数控制情况
4 试验结果及分析
4.1 渣样检验分析
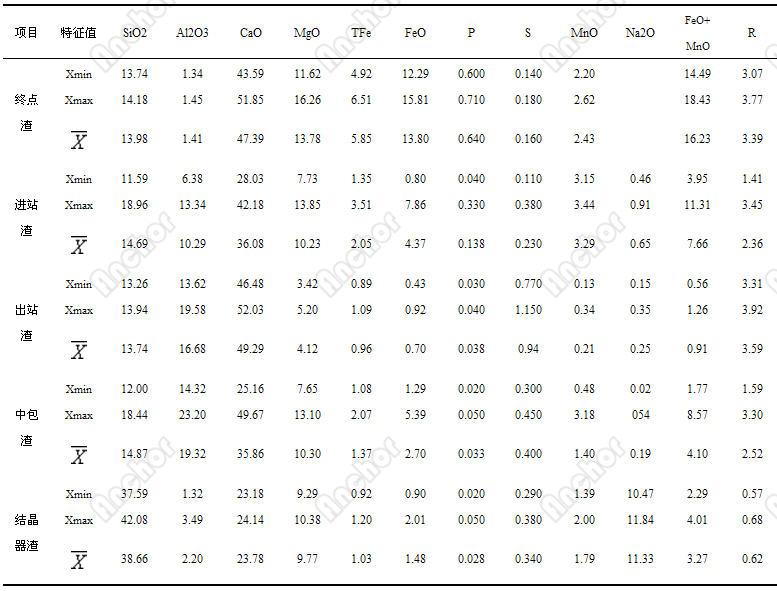
表6 过程渣样检测结果
将表6中的Al2O3、MgO、FeO、FeO+ MnO、R作图,如图1所示:
图1 渣的部分成分和碱度(R)变化图
1.转炉终点渣;2.进LF站渣;3.出LF站渣;4.中包渣;5.结晶器渣;
从表6可知:
4.1.1 LF精炼前渣中(FeO+MnO)含量较高,四炉钢平均值为7.66%(波动范围3.95%~11.31%),不利于精炼前期的脱硫和脱氧。因此,为了保证脱硫效果,需控制炉渣中(FeO+MnO)含量。从图1可知,渣中(FeO+MnO)从转炉终点→进LF站→出LF站逐渐降低,出LF站→中间包增加,而且增加幅度较大,说明从大包至中间包保护浇注不良,钢液有二次氧化现象发生。
4.1.2 w(FeO) 含量反映了钢水二次氧化的趋势,其含量越高,越容易发生二次氧化。由图1可知,与钢水接触的渣中w(FeO)含量,在经LF处理后降到了0.7%,但在中包渣中却增加到2.7%,Z高达到5.39%,并且渣中SiO2也在增加,碱度在下降,这反映出中包渣具有较强的氧化性,易导致钢水发生二次氧化。
4.1.3 试验炉次中间包渣的平均成份与原始渣成份比较,渣中Al2O3由8.78%增加到19.32%,波动范围为14.32%~23.20%,如此大幅度增加,除钢中Al2O3和含Al2O3的夹杂上浮被中间包渣吸收外,更主要来源于大包下渣。
4.1.4试验炉次结晶器保护渣的平均成份与原始成份比较,渣中SiO2由30.78%增加到38.66%,波动范围为37.59%~42.08%,CaO由20.7%增加到23.78%,波动范围为23.18%~24.14%,MgO由6.0%增加到9.77%,波动范围为9.29%~10.38%,从上述几项渣的成份变化情况分析,说明有中间包耐材浸蚀进入了结晶器,而且比例较高,另有一定量的中间包渣进入了结晶器。
4.2 钢中气体含量
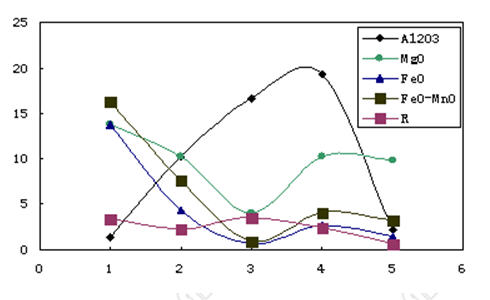
45A钢各工序气体含量(PPm)分别绘制曲线如图2、3、4所示:
图2 各工序N含量变化
1.进LF;2.出LF;3.中间包;4.结晶器;5.铸坯;
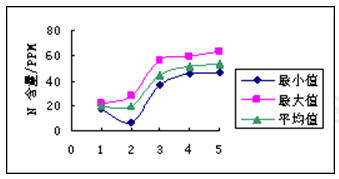
图3 各工序H含量变化
1.进LF;2.出LF;3.中间包;4.结晶器;5.铸坯;
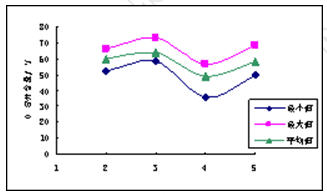
图4 各工序O含量变化
1.进LF;2.出LF;3.中间包;4.结晶器;5.铸坯
4.2.1从图2可知,从进LF—出LF—中包—结晶器中[N]含量变化为(ppm):20—20—44—51PPm。可见,在出LF—中包、中包—结晶器中都有增N现象,尤其是出LF—中包过程,增N为120%,而且从有质量异议的工件扫描电镜中发现,裂纹处N元素含量达27.82%,表明存在二次氧化。因此,保护浇铸还要进一步改进。
4.2.2从图3中可知,H的变化不大,但由于试样存放时间长,成分检测结果偏低,但从变化趋势来看,H也有增加的趋势,应对耐火材料、辅料中的水分予以关注。
4.2.3从图4可知,铸坯T[O]平均为58ppm(Z大为68ppm),而优质45A钢的T[O]要求<30ppm【1】。从图4看出:
①钢水从LF炉出站至中间包,钢水中T[O]量呈增加趋势,而钢中[N] 也呈增加趋势,这说明该过程存在钢水的二次氧化,其中大包注流的保护是关键;
②由于在结晶器内全氧量呈下降趋势,这说明钢水在中间包内夹杂物得到去除上浮;
③T[O] 在结晶器—铸坯过程中有所增加, N含量也呈增加趋势,这与凝固过程中偏析有关。
通过对各工序气体含量变化趋势的分析可知,钢水从LF炉出站至中间包的保护浇铸还有待进一步改进,以防止钢水的二次氧化。
4.3 钢中夹杂物含量
45A钢各工序中夹杂物检验分析结果见表7。对各工序夹杂物含量作图见图5、6。
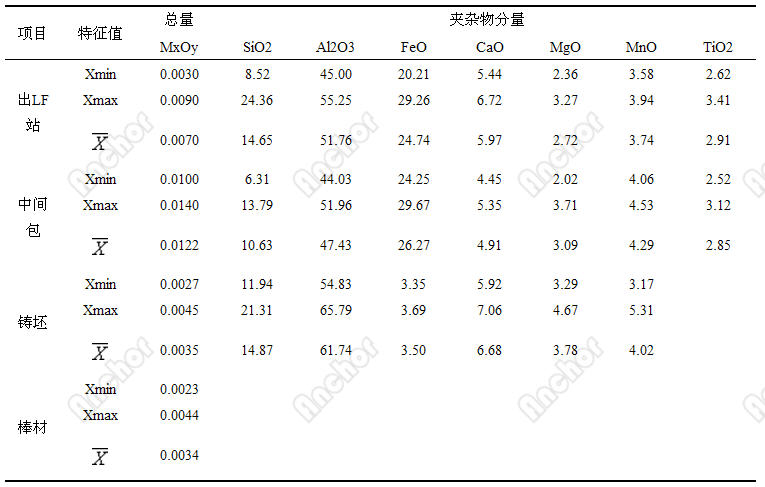
表7 钢中夹杂物含量(%)
从表7可知:
4.3.1 出LF站至中间包钢中夹杂物总量增加,4炉钢平均增加74%;从单炉看,增加Z大的达367%,Z小者为11%。同一炉钢,对中间包钢液浇注前、中、后期取样分析,三个阶段的钢中夹杂物含量有所差别,但差别较小。而钢中夹杂物主要为Al2O3、SiO2和FeO,而其它类夹杂物水平基本不变,说明是由于二次氧化使得钢液中酸溶铝、Fe、Si发生氧化反应生成Al2O3、FeO、SiO2,使夹杂物水平增加。
4.3.2 从中间包至铸坯环节,钢中夹杂物含量降低,平均下降71%。从单炉看,下降Z大者为81%,Z小者为60%。与钢中气体检验结果对比分析,在该环节钢中夹杂物含量降低,是由于中间包渣起到了一定的保护浇注和吸收钢中夹杂物、以及中间包使用了大挡墙,能使中间包吸收夹杂的能力充分发挥所致。
4.3.3 对棒材取样进行大样电解夹杂分析,其夹杂物含量与铸坯中夹杂物含量基本相当。
总体来讲,要在充分发挥中间包吸收夹杂能力的基础上,减少出LF—中间包过程的二次氧化,以更好的控制夹杂物水平。
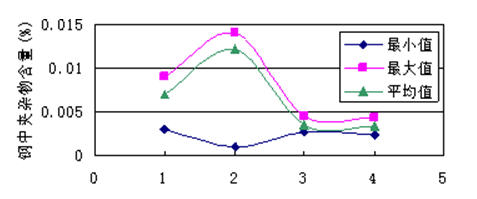
图5 不同工位的夹杂物总量
1.出LF; 2.中间包;3.铸坯;4.棒材
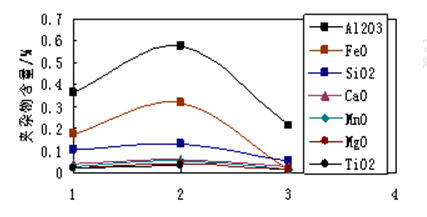
图6 不同工位夹杂物含量变化趋势图
1.出LF站; 2.中包; 3.铸坯
4.4 低倍、金相、电镜检验结果
4.4.1 低倍检验结果
4.4.1.1 每炉钢取2件铸坯样进行低倍检验,检验结果显示,铸坯存在缩孔、角裂、疏松、夹杂、气泡,其缺陷低倍级别均不大于1.0级,但其中有2件试样存在多处肉眼可见的白色点状夹杂。从总体上看,铸坯低倍质量良好,其检验结果见表8。
表8 45A铸坯低倍试样检验结果
4.4.1.2 取5件棒材试样做塔形检验,检验结果显示:有4件试样各阶有贯穿性的偏析线,另1件试样一阶和二阶有数条发纹,其长度为2~3mm,三阶为贯穿性偏析线。从塔形检验结果看,棒材质量基本良好。
4.4.2 金相检验结果
4.4.2.1 对铸坯酸洗低倍面上存在的肉眼可见的较多黑点,取样进行金相检验分析,发现黑点处有的腐蚀坑没有深度,所见腐蚀坑Z深约0.17mm,腐蚀坑内未见夹杂,但下方周围有细小的硅酸盐夹杂。因此,铸坯酸洗低倍面上的黑点可能是钢的疏松和夹杂酸蚀后形成的。
4.4.2.2 经对45A棒材塔形检验试样存在的发纹进行金相检验分析,发纹深度约0.7mm,发纹缺陷处存在夹杂,因此,该发纹系钢中夹杂造成。
4.4.3 电镜分析
4.4.3.1经对2件铸坯低倍试样上存在的白色点状夹杂缺陷做电镜分析,结果显示:1件试样上的白色点状缺陷系(Ca+Si+Ti)复合氧化物,其成份为Si4.83%~9.36%,Ca7.85%~20.60%,Ti4.88%~20.36%;另1件试样上的白色点状缺陷为(Ca+Si)复合氧化物或(Ca+Si+Ti)复合氧化物,其成份为Si6.78%~7.81%,Ca1.37%~4.88%,Ti6.16%。因此,从电镜分析结果看,铸坯上的白色点状缺陷系硅酸盐类夹杂物和TiO2夹杂物。
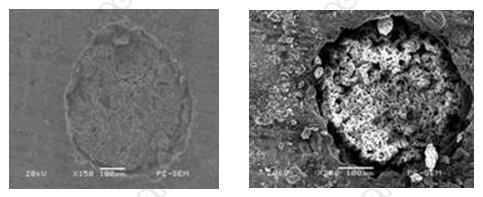
图7:铸坯低倍样上的白色点状缺陷全貌(150X)
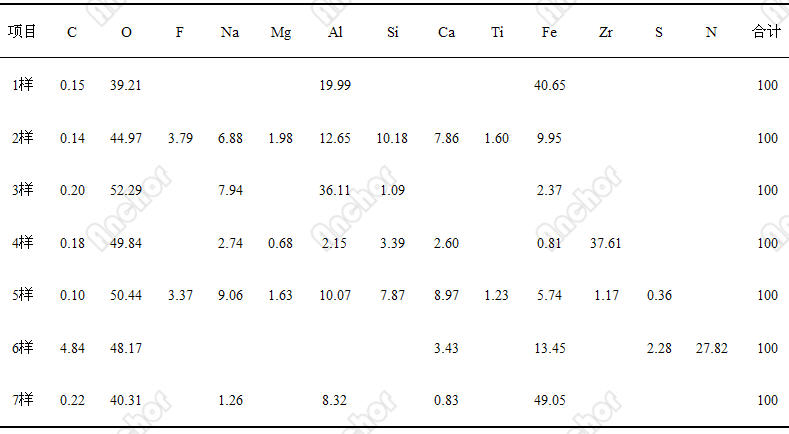
4.4.3.2对轧材在机加工过程中出现的裂纹缺陷进行电镜检验分析,其检验结果见表9:
表9:45A钢轧材裂纹缺陷电镜检验结果(单位:%)
从表9可知,重钢45A钢质量的主要问题如下:
① 脱氧产物去除不充分,主要因缺陷中存在大量的Al2O3、SiO2,其附着在水口等耐材上,在钢流冲刷下进入钢液中形成大型夹杂,在加工时由于夹杂的存在而产生裂纹;
② 夹杂中有F、Na存在,说明有保护渣卷入,它和来源于脱氧剂中的Ba、Mn、Si、Ca、Al元素聚集长大,形成复杂物质,夹杂尺寸大约为500µm;
③ 结晶器及中包水口被侵蚀而进入钢液。扫描分析中有元素Zr,重量百分比Z多达到37.61%,有与中包水口相关的Ti元素存在,重量百分比Z多为1.60%,以及在不含F元素时,仍有Na元素存在,这表明结晶器及中间包水口被侵蚀(钢水及保护渣作用),进入钢液形成大型夹杂;
④ 保护浇注有待提高。在工件中分析出有较高的N元素存在,含量较高,表明钢液受到二次氧化。
4.5 轧材质量
试验的4炉钢轧成φ16mm、φ25mm两种规格的棒材,其热顶锻和低倍检验全部合格。
5 结论
5.1 通过试验研究和检验分析,认为影响45A钢中夹杂物含量增加的因素主要为:
5.1.1 精炼工序未能充分去除钢中夹杂物,导致钢中夹杂物本身含量较高。
5.1.2 大包和中间包下渣、中间包耐材和中间包水口浸蚀进入钢中。
5.1.3 从大包至中间包到结晶器环节存在吸气现象,特别是从大包至中间包保护浇注不良,钢液二次氧化严重。
5.1.4 中包渣(FeO)含量较高,中包渣具有较强的氧化性,易导致钢液二次氧化。
5.1.5 浇注过程中结晶器液面卷渣也是一个不可忽略的因素。
5.2 根据对45A钢的调研分析,为了防止钢中夹杂物增加,进一步降低钢中夹杂物含量,主要应采取如下措施:
5.2.1 优化脱氧合金化工艺和钙处理工艺,以促进夹杂物的去除。
5.2.2 强化LF精炼功能,加强白渣工艺操作。
5.2..3 优化保护浇工艺,强化保护浇注操作,防止钢液二次氧化。
5.2.4 加强浇注操作,防止大、中包下渣。
5.2.5 进一步提高中间包内衬耐材质量,减少内衬的熔损或削落。
5.2.6 保持结晶器液面稳定,防止卷渣。
5.2.7 优化中间包保护渣,建议采用高碱度中间包保护渣。
参考文献
[1] 罗钢,转炉开发45A钢的生产实践,湖南冶金,2005年6月,第33卷 第3期,21~23











 企业新闻
企业新闻 轴承知识
轴承知识