艉管轴承压装工艺
发布时间:2013-01-09 浏览次数:1020
一、安装条件
1. 艉轴管镗孔后尺寸提交完毕。
2. 艉管内管支架等焊接工作以及端面螺栓孔、油孔配钻结束。
3. 艉轴管温度与轴承温度不应相差太大。
4. 避免周围有打磨、电焊等作业。
二、准备工作
1. 工具准备,包括:压板、丝杠、千斤顶、高压油泵、高压油管、导向块、螺母、球面垫、二硫化钼等及相关常用工具。
2. 去除轴承与艉管内机加工过程中产生的毛刺,清洁配合面。
3. 根据千斤顶的受力面积事先将Z大与Z小压力范围(T)转换成压强范围(即压力表读数,单位MPa)。
三、压装步骤
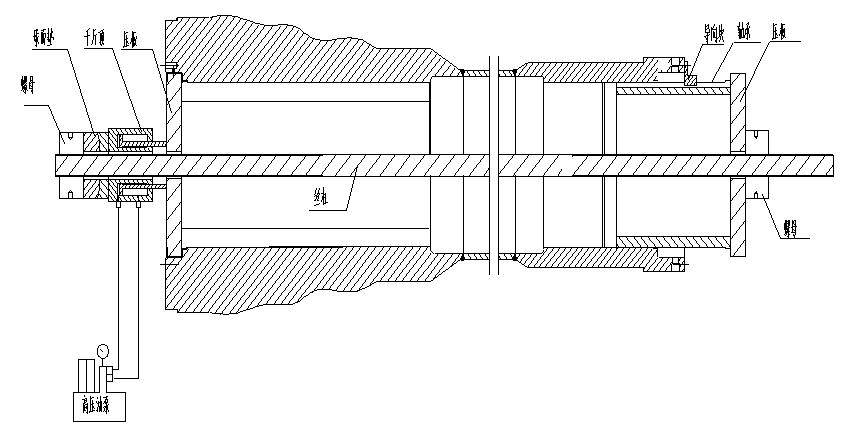
1. 艉管后轴承压装,分别将轴承及各工装吊装到位如图1,注意轴承TOP标记置于正上方。
图1
2. 在装入时,要逐步将二硫化钼喷于配合面。
3. 将导向块装于艉密封面Z上端螺栓孔上,并拧紧临时螺栓,轴承油槽应与导向块相互配合。
4. 用手扳紧丝杠上的螺母并确认轴承Z小直径配合面已经进入艉管Z小直径配合面,将吊装用的葫芦等吊具松开,保证轴承在压入时不受其它外力影响。
5. 测量轴承露于外部长度,并打开油泵将轴承压至Z邻近的一个整数,开始记录压力,记录表格见《主机轴系测量记录表格》。记录原则为压入剩余量越少,记录的点数越多。
6. 在压板靠近导向块时,应及时将压入块拆除。
7. 在压入的同时,要注意轴承的清洁,并喷上二硫化钼。
8. 在Z后10mm记录压力后,注意压力表的压力,当轴承与艉管压齐后压力会迅速上升,当压力超过Z大压入力后,应停止油泵,泄放压力,松开螺母和压板,检查轴承与艉管端面是否平齐。
9. 前轴承的压装,见图2.,重复步骤(三.2)至(三.8)。
图2
四、质量要点
根据《艉管轴承压入力计算书》要求,Z后一个压力记录点(剩余10mm)的压力应在Z小压入力与Z大压入力的范围之内。










 企业新闻
企业新闻 轴承知识
轴承知识