询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
中板轧机工作辊道的技术改造
发布时间:2013-01-09 浏览次数:594
作者:单春和 刘绍青
(秦皇岛首钢板材有限公司)
摘 要:介绍了轧机主电机增容后,因原工作辊道的转速低及转钢形式不匹配而对伞齿轮传动的工作辊道进行了改造,并根据车间设备布置选择了分配箱传动型式,实现了机后锥辊转钢,显示出结构简单、转钢速度快等优点。
1 前言
秦皇岛首钢板材有限公司的轧机主电机增容改造后,其转速由35r/min提高到50r/min以上。因机后工作辊道为蘑菇头转钢型式,机后放置蘑菇头腰辊,故当工作辊道速度提高后对腰辊的冲击加大,腰辊易折断。另外,这种转钢型式速度慢,维修不便,影响产量的提高;而且,主电机提速会造成工作辊道因转速低而与轧辊转速不匹配,从而造成钢板下表面划伤等不良后果。轧制速度的提高,虽使产量大幅度增加,但上述设备存在的问题也更加显著。为此,对现有工作辊道及转钢机进行了技术改造。
2 辊道参数及结构型式
辊道从驱动方式上分为单独驱动和集中驱动2种型式。秦皇岛首钢板材有限公司工作辊道采用的是集体传动型式,即1台电机通过减速机驱动1根动力轴,该动力轴将动力传给编成一组的数根辊道上。
设在轧机前后的辊道除可与轧机轧辊协调一致地转动运送轧件之外,在展宽轧制时还必须保证钢坯在水平面内能旋转90°。如果是集中传动的直辊道,钢坯的旋转必须用单独的转钢机。秦皇岛首钢板材有限公司在进行展宽轧制时采用了蘑菇头转钢机。这种型式的转钢机不但转钢时间相对较长,增加了轧制间隙时间(如果轧制过程中需多次转钢会影响轧机产量),而且该设备陈旧,维护量大,维护不便,润滑点多,并经常出现钢板转不到位、掉缸、连杆易断等问题。为了安装转钢机,在机后工作辊道安装了2根腰辊,由于钢坯轧制过程中产生的冲击力常使其出现断辊现象,影响生产,且腰辊的维护及备件费用较高。这也是本次对辊道进行改造的主要原因。机后辊道第3、第4根传动的是腰辊,用于放蘑菇头板坯通过转钢机蘑菇头旋转90°,实现转钢。这种转钢方式要求板坯必须停稳后才能转钢,因此速度慢,影响轧制节奏。
另一种常用的转钢型式是:机前或机后的辊道采用阶梯辊道或锥形辊道,两个相邻辊道的阶梯或锥形交替布置。辊道既可单独传动,也可同转向的辊道集体传动,当轧件需反转时,相邻辊道反向旋转,使轧件产生一个旋转力矩而旋转;当轧件不需旋转时,所有辊道向一个方向转动,作为一般辊道使用。
3 工作辊道改造方案
3.1选择方案
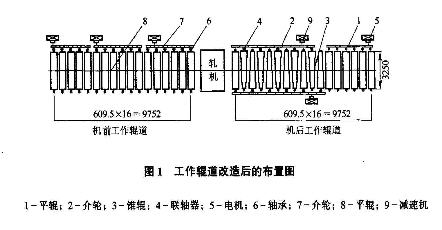
对于中厚板生产,工作辊道的工作环境较恶劣,需频繁正反转,又承受很大的冲击和热辐射,尤其是轧机附近的辊道还要受氧化铁皮及油水侵蚀。因此辊道改造拟采用集体传动的锥形辊道,既可减少投资,又可减少转钢时间。首先即将工作辊道改成介轮分配箱传动。工作辊道改造后,只需将原平辊改成锥形辊即能实现转钢,既可靠又简单,还可缩短检修时间,提高了轧制速度,并可取消现有的转钢机。具体改造方案如图1所示。
因工作辊道单传辊道轴承座较单薄,不耐冲击,故轴承座地脚螺栓、联轴器螺栓易松动;而且每根辊道需单台电机,导致电机数量多,而实际厂房空间不足。另外,单传辊道改造时间至少需2个月,故不能选用此方案。为节约资金,利用了旧轴承座进行改造,不仅大大节省了改造时间,而且因轴承座是整体结构,故辊道比单体轴承座耐冲击。
受机后对中设备的局限,设计箱体时其宽度、高度都受到很大制约,必须根据机前机后设备现状进行改造,经论证选择方案如下:
(1)机前机后工作辊道全部采用介轮、分配箱对辊道进行传动,减少了电机数量,节约了费用,减少了故障率,并可解决机后位置不足问题。
(2)在机后位置取消原转钢机,采用锥形花辊形式。通过两相邻辊正反转动产生的扭转力矩达到迅速转钢目的。
(3)将机后工作辊道靠近轧机第2根辊开始的连续10根辊子改为锥形辊,其余仍为平辊,辊道的辊间距保持不变。
3.2主要设计参数
机前机后工作辊道改造方案中传动方式的缺点是分配箱到辊子之间承受的冲击载荷较大,在设计时主要考虑此因素来选择轴承座、接手等。
(1)根据改造后的轧辊速度、辊道参数、板坯Z大重量,选择电机功率及极限转速。为了减少分配箱的体积及降低噪声,在设计分配箱时,采用斜齿轮传动方式,计算分配箱齿轮的Z小模数;对齿面接触疲劳强度校核及齿根弯曲疲劳强度进行校核。为能承受冲击,齿轮的材质选用37SiMn2MoV。
(2)设计合理的锥形辊锥度,应为1:40。另外,锥形辊大头高度必须高于轴承座,但不能超过机后测厚仪标线。锥度太大,钢坯易打滑;锥度太小,起不到转钢效果。
(3)在轧制过程中板坯对辊子轴承座的冲击力很大,因而轴承传动底座用铸钢件,采用整体结构型式。并且,将分配箱与轴承座底座连在一起。这种设计将减少板坯对辊子轴承座的冲击。
(4)在电机与分配箱之间加1台减速箱,速比为2.24,以降低启动电流,提高电机转速。
4 结语
工作辊道改造后显示出以下优点:
(1)因分配箱齿轮互换性强,备件储备减少,因而储备资金减少。
(2)锥辊转钢速度快,可与主电机转速相匹配。
(3)斜齿轮使用寿命长,可减少检修周期。
(4)结构简单,容易维修;工作辊道改造后经过1年的运行,为产量提高提供了设备保障,创造了良好的经济效益。
[参考文献]
[1]邹家祥.轧钢机械[M].北京:冶金工业出版社,2000431—432.
来源:《轧钢》2006年04期
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识