询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
UG在高精度球轴承磨削中的应用
发布时间:2012-12-03 浏览次数:745
1 前言
精密球轴承在军、民产品中都有广泛的运用。由于技术封锁等原因,国内精密球轴承市场处于供不应求的局面,甚至在一些高端紧密球轴承领域处于空白状态。如何制造精度高、经久耐用的球轴承一直是国内、广大轴承厂家乃至科研机构努力解决的难题之一。
美国UGS公司出品的UG软件是一款集CAD/CAM/CAE于一身的高端三维CAD软件。其中包含零件设计、二维工程图、零件加工和仿真以及有限元分析等模块。通过模块之间的无缝集成,实现了零件的三维信息在设计、数控加工以及有限元分析模块之间的共享,具有设计修改方便,更新迅速等特点。
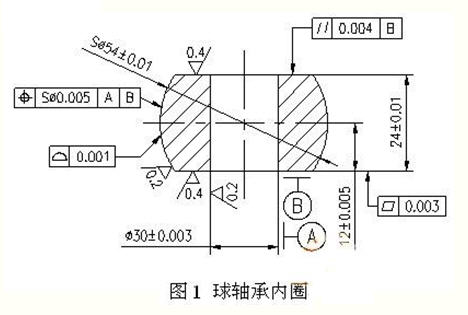
在本文中,我们以一种高精度球轴承内圈的磨削加工为例,通过UG对其进行三维造型,然后进行必要的有限元分析,确定种合理的加工工艺。Z终采用数控外圆磨床通过数控插补的方式来实现高精度球轴承的磨削生产,并且通过UG软件编制了数控磨削程序。该球轴承内圈尺寸如图1所示,从图中可以看到,该零件具有很高的尺寸公差和形位公差要求,都在μm级以内,而且表面粗糙度要求也很高,在Ra0.2μm以内。
2 球轴承插补磨削原理及其几个关键问题
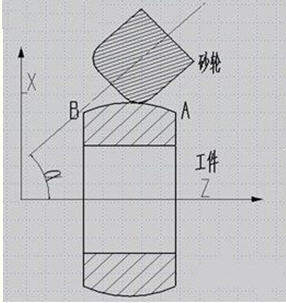
球轴承插补磨削原理如图2所示。工件坐标系由X、Z轴构成,工件旋转轴为Z轴,工件径向为X轴。砂轮带圆角,绕着自身径向旋转。通过磨床X、Z轴插补对圆弧段AB进行磨削,完成球轴承内圈外球面的磨削。整个过程与数控车床进行球面车削类似,不同之处在于外圆磨在圆弧段AB插补磨削的过程中砂轮绕自身轴旋转。在对圆弧段AB进行磨削时,为了在第二象限磨削时避开工件干扰,砂轮轴需要旋转一个角度α,角度α大小由B点所处的位置通过相切关系计算得出。
图2 球轴承插补磨削原理图
通过以上分析知道,通过数控插补即可完成球面的磨削,所以只要磨床传动系统的运动精度高,数控系统的误差控制在轮廓允许误差范围之内,就可以磨削出符合要求的高精密球轴承[1]。其他的关键问题就是球轴承磨削装夹工装、磨削过程中砂轮的损耗补偿、数控程序的编制以及环境温度控制等等。
2.1磨削装夹的确定
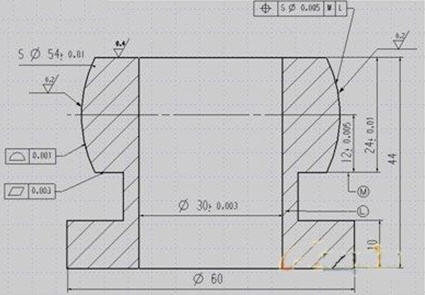
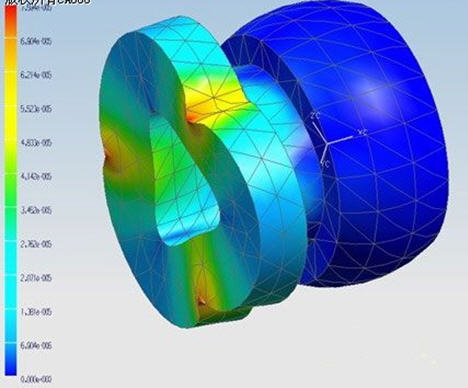
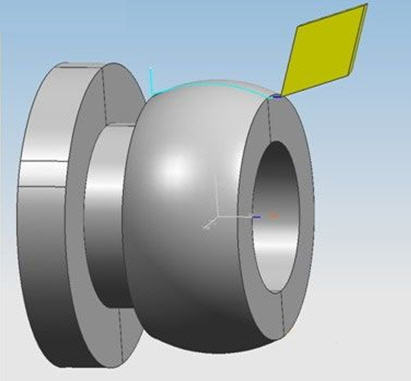
考虑到球轴承零件的尺寸要求,该零件的装夹方式有两种:预置工艺夹头和芯轴装夹。如图3所示。这种装夹方式的Z大缺点就是在夹持工件时会因夹持力产生变形。为了考察夹持力对工件变形的影响,采用UG自带的结构有限元模块对该球轴承的受力进行了分析。首先对球轴承的毛坯进行三维造型,其三维造型如图4所示。在进行分析之前对工件受力边界条件以及受力面积进行了简化。分析后的工件的变形如图5所示。从图中可以看出,在正常装夹力的作用下,工件Z大处(接触面)的变形只有7.504X10
-5
mm,球轴承内圈部分基本上没有变形。从理论上论证了采用工艺卡头的可行性。
图3 球轴承内圈磨削工艺夹头
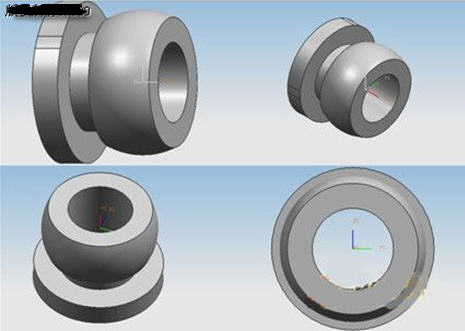
图4 带工艺夹头球轴承
图5 工艺夹头受力分析
由于零件形位公差要求严格,通过比较两种装夹方式的优缺点,采用预置工艺夹头的方式来对零件进行装夹。
2.2砂轮损耗的补偿
砂轮损耗以及砂轮损耗的补偿也是在磨削中需要解决的关键问题之一。在磨削的过程中,砂轮的圆弧段与球轴承接触,导致砂轮磨损严重磨损,以致球轴承的外形呈椭圆形。要解决这个问题,就要采取措施减少砂轮的磨损,或者在每一次磨削后对砂轮进行修整,保证其外形的一致性。通过机床的修整功能来实现砂轮的实时修整以及损耗补偿。通过编制程序,让机床在砂轮每完成一次磨削就对其进行修整,并设定修整量,记录并在数控程序中进行补偿。
2.3数控程序的编制
在编制数控程序之前,首选要熟悉机床的数控系统以及坐标系的设定。该机床的的坐标以及编成方式与采用法拉克数控系统的数控车床一样,因此在编制程序的时候,按照法拉克系统的程序格式编制即可。在UG中,利用造好的三维模型,进入加工模块,设置相应的参数,即可生成刀具轨迹文件,然后用法拉克后处理器进行后置处理成为法拉克格式的数控代码,即可进行加工。编程界面如图6所示。
图6 UG数控编程界面
图7 球轴承内圈
2.4温度控制
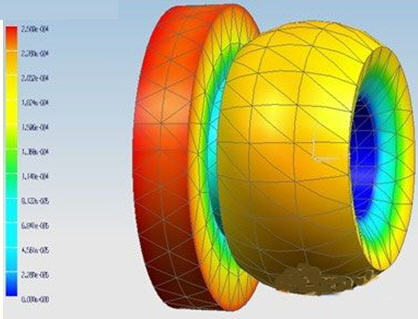
在加工一般尺寸精度的工件时,温度的变化给工件带来Z终尺寸的影响很小,因此一般都可以忽略。但是当所加工的零件尺寸精度要求很高时,环境温度对工件尺寸精度的影响就非常大,因此对环境温度的控制至关重要。因此,采用UG中的有限元模块,模拟环境温度变化对球轴承外形的影响。设定加工环境温度20℃,所加载的温度负荷为1℃,观察温度变化1℃对工件外形产生的影响。在20℃条件下,温度变化1℃引起的工件Z大变形位于工艺夹头上面,为2.502×10
-4
mm,球轴承球体上面变形量在1.6×10
-4
~2.0×10
-4
mm之间。在此基础上,温度每增加一度,工件变形量也相应成倍增长。因此,为了保证工件的外形尺寸能够达到要求,需要对加工过程中的环境温度进行控制。
3 磨削实例
在实例加工中,采用轴承钢作为球轴承材料。砂轮采用φ25X30的砂轮,砂轮圆角R3,磨削主轴Z高转速60000rpm,在本加工中使用40000rpm,C轴转速400rpm,冷却方式为水冷,加工环境温度控制在20±1℃。图七为采用这种方法进行磨削得到的球轴承内圈,采用三坐标测量机进行各个尺寸的计量。结果显示,通过这种方法得到的尺寸精度基本满足图纸要求。
4 结束语
通过UG软件对球轴承进行造型并进行前期的有限元分析,确定了通过数控外圆磨床数控插补完成球轴承的磨削。并且通过UG进行温度有限元分析,控制影响球轴承尺寸精度的关键因素。制造出来的球轴承基本满足图纸的尺寸以及表面粗糙度要求,满足使用要求。
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识