

轴承套圈精密冷碾扩机床与工艺的研究及应用
发布时间:2012-10-17 浏览次数:851
作者:孙高翔
(机械科学研究院)
摘 要:轴承套圈精密冷碾扩机床是一种加工轴承套圈精密毛坯的新技术。论述了精碾原理及碾扩工艺参数。所论述的理论已在轴承套圈精密冷碾扩机床的设计工作中得到应用并得到证实,该产品已达到国内领先水平 。
关键词:轴承套圈;精密;冷碾扩
轴承套圈精密冷碾扩机床是一种加工轴承套圈精密毛坯的新技术,可使套圈毛坯的形状极大限度地接近于轴承套圈成品的形状,从而显著地降低套圈材料的消耗,提高材料的利用率,提高零件的精度,可以节省部分车加工、磨加工工序,节省加工工时,降低磨削加工余量,提高磨削效率。同时由于采用了无切削碾扩加工工艺,使零件内部纤维组织得到改善,大大提高了轴承的使用寿命,因此轴承套圈精密冷碾扩技术作为一种无切削加工工艺越来越受到轴承制造业的重视。
精碾原理及工作过程
轴承套圈的碾扩是根据等体积和三点通过一个圆的原理设计的,见图1。
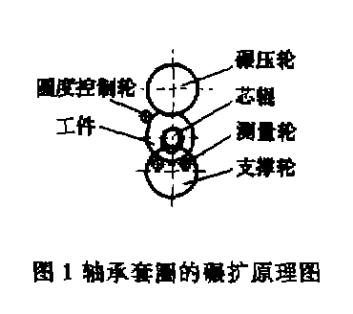
图1中碾压轮为主传动件,由电机驱动。芯辊按照工作节拍平移穿入工件中心孔,并随动旋转,由液压比例伺服阀控制进给行程挤压工件。
图中由机械手自动将工件毛坯放入碾压轮与芯轴的沟槽中,支撑轮顶住芯辊的两边,碾压轮将旋转运动传递给工件,碾压后的工件形状和宽度由模具保证,其外径与沟道尺寸由测量轮通过计算机控制。
圆度控制轮控制工件的圆度。由于工件始终与碾压点、圆度控制点及测量点紧密接触,其动态过程不断被圆度控制轮、测量轮检测并通过计算机调整,从而保证工件有较高的加工精度。
随着碾扩的进行,芯辊、支撑轮、测量轮、圆度控制轮随碾压轮从动旋转。工件的成型分5个阶段。
1.局部变形阶段,碾压速度快直径变化小。
2.沟道碾压阶段。
3.整体变形阶段,直径迅速变大。
4.精碾阶段,压力增大,消除弹性变形。
5.整圆。
工件的直径达到预定的尺寸,碾压过程结束,同时支撑轮、圆度控制轮、芯辊快速退回,并使工件与轴向移动退回,机械手将工件卸下,即完成一个碾压成型过程。
生产应用
轴承套圈精密冷碾扩机床适合于外径为Ø40~120mm的向心球轴承套圈的生产,其优点为:可节约轴承钢15%~30%,减少车加工工作量20%,提高轴承使用寿命1倍以上,有利于环保。每台生产轴承年60万套/年,旧工艺生产需轴承钢371t,按节约15%的钢材计算,每年可节约钢材55t。
来源:《新技术新工艺》2001年第3期







 企业新闻
企业新闻 轴承知识
轴承知识