询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
关于深沟球轴承超精方法的探讨
发布时间:2012-10-19 浏览次数:991
作者:汪燮民
(浙江五洲新春集团有限公司)
轴承套圈沟道的超精加工是轴承套圈加工的Z后一道工序,其加工后对套圈沟道质量的改善和提高的程度将直接影响到成品轴承的Z终质量,尤其是要求低噪音(甚至静音)、长寿命的轴承来说尤为重要。
深沟球轴承套圈沟道的超精目的之一,可以认为是为了使套圈沟道获得一个近乎理论上的圆环面,它包括对沟形、圆度、波纹度以及粗糙度等方面的要求。
深沟球轴承套圈沟道的超精加工方法,目前主要在用的是油石摆动的方法,国内、外各设备制造企业或轴承公司自行研发,基本都是采用这一方法。随着科技的不断进步,设备在零件加工、装配,元器件和新技术的采用都有了突破性的更新,为轴承事业的发展做出了很大的贡献。
但无论设备怎么变化、更新,各方面技术含量的不断提高,作为Z基本的工具与被加工件之间的成圆的加工运动—油石摆动成形的方法并没有改变。
本文仅想对深沟球轴承沟道超精加工设备的沟道表面成形方法进行一些探讨,在这种加工方法中,油石的摆动和沟道旋转过程中的相互作用关系,是否能使沟道表面在加工中趋近于理论上的圆环面的一部分。
一、对目前普遍使用的超精加工方法的探讨
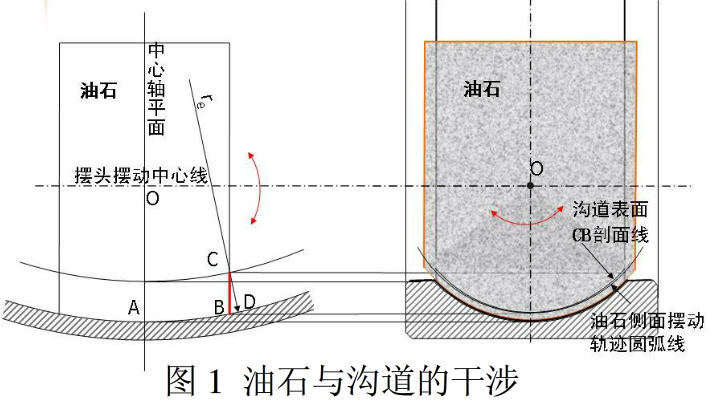
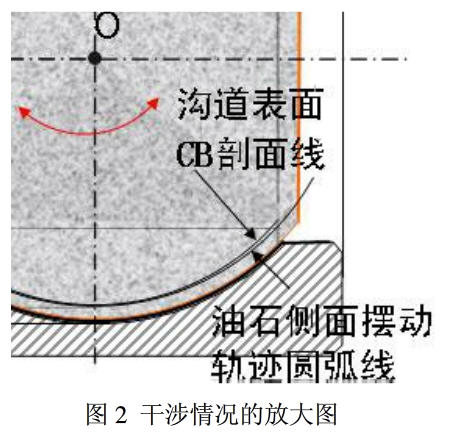
以外圈为例,如图1中的左图所示,油石绕摆头的摆动中心线摆动,CB是油石边侧的摆动面,端部截面应是圆弧线。油石有一定的宽度,沟道在CB位置上是平行于轴平面的剖面上的交线,是非圆弧线,因此油石会在沟道中受到限制而发生干涉(见图1的右图,详见放大的图2)。此时,不是油石研去套圈表面,就是套圈刮去油石。
因此,仅在中心剖面上,沟道与油石之间的相对运动,存在着成圆的关系(尤如车床的车刀围绕中心摆动,零件自身回转一样)。
油石在离开中心轴平面的各部分,离中心越远,干涉越大,油石边缘四角处为Z大,所以从理论上讲,相互之间并不能成圆,只是在油石工作面与沟道表面互相的“谦让”中得以完成一个加工循环。
我们从几个典型的使用后的油石实样中也能很明显的看到由于干涉造成的油石表面的塌陷和缺损情况,外圈和内圈分别见图3和图4。在使用过的油石表面总会发现有油石本色(失去了研削痕迹)的区域,应该是因干涉而刮去的部分。
图3 典型的外圈超精油石干涉发生情况
图4 典型的内圈超精油石干涉发生情况
根据以上分析可以看出,假设轴承沟道已是一个标准圆环面的一部分,则仅套圈转动,油石不摆动时,油石表面与之吻合时的工作面也应该是一个标准的圆环面的一部分。
此时如果套圈不转动,油石按沟R为半径作摆动时,油石(假设原始端部是上述与沟道吻合的圆环面一部分)除中心轴平面位置,工作面的其余地方都要与沟道发生不同程度的干涉。因此:
1.除油石端面仅中心轴平面上为圆弧线外,油石端面其余各处均发生干涉而造成非正常的磨耗,离中心越远,非圆程度也就越厉害。
2.由于油石端面摆动半径不一样,各沟道轴平面内的R被破坏,或油石工作面被破坏。
在一个加工循环过程中,油石的哪个部分起到了光整作用,哪些部分又起了相反的作用呢?
综上所述,在深沟球轴承套圈沟道的油石摆动超精加工过程中,沟道的成圆存在先天性不足。这种不足并不是设备本身在零部件制造和装配上的质量,也不是设备调整、使用方法上的不当,以及工艺参数选择和控制方法等可以解决的,是油石端部工作面与被加工套圈的沟道表面之间没有足够的、相对稳定的成圆加工运动。而超精机床设计的根本点就是如何获得使沟道变圆的加工方法。
二、对切入式超精加工方法的探讨
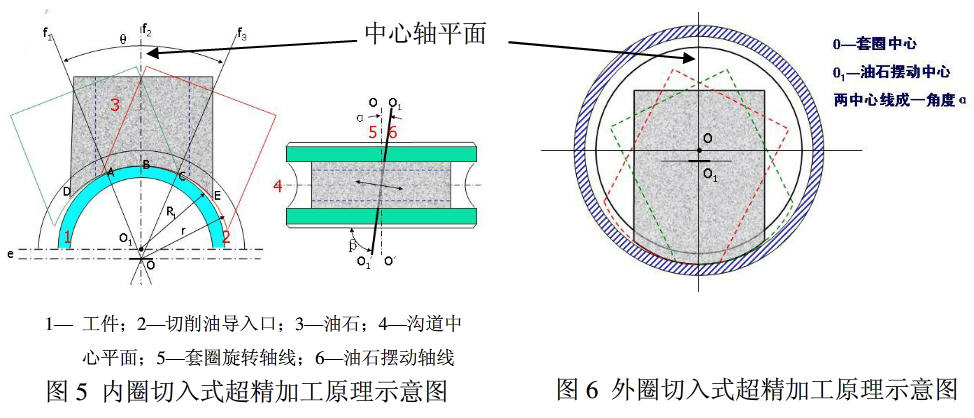
这是Z近提出的深沟球轴承沟道超精的一种新的加工方法(见2009年5期《轴承》),该方法是采用油石沿内、外圈沟道的圆周方向摆动。油石摆动轴线与套圈轴心线成一不大于5°的投影夹角α,油石摆动中心与套圈旋转中心不重合(圆心距约为套圈直径的0.5%~2.0%),因本方法中包含有圆周向的转动和少量轴向的侧摆,所以是非真正意义上的切入式。见图5,图6所示。
下面就该方法的成圆情况进行探讨。
由于油石摆动轴心线与套圈的旋转中心存在有投影夹角,所以油石摆动时除了有圆周方向的摆动(局部转动)外还同时有轴方向的侧摆,见图7,图8 。
由于油石与套圈存在圆心距,所以在油石摆动的过程中,始终是图5、图6所示中心轴平面上的套圈沟道剖面轮廓与油石不断接触,油石各处的轴剖面上的轮廓均应与沟道的轮廓形状相一致(假设沟道已经是标准的圆环面的一部分),一旦离开中心轴平面位置,如图5、图6所示那样油石表面就和套圈沟道表面分离。
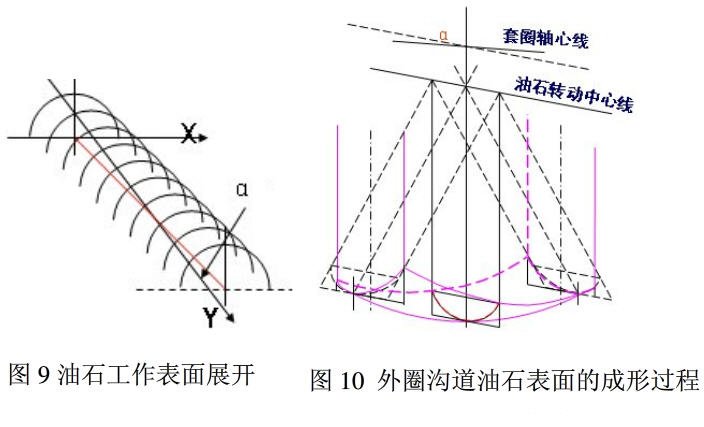
油石表面形状实际是一组微量错位的圆弧线包络而成(错位角为α)。图9所示为伸直后的状态。
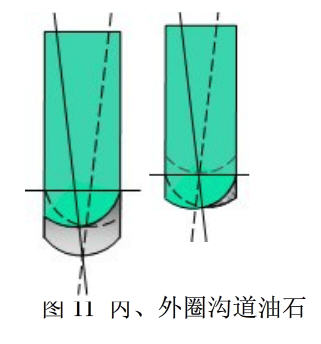
采用这种方法进行超精加工,被加工套圈的沟道形状很难被油石所改变,并达到所需要的程度,因为油石没有相对于沟R的转动,因此也就没有了成圆的作用。工作后的油石工作端部形状见图11所示。
综上所述,两种方法均不能使沟道表面在超精加工中得到完整的圆环表面。目前常用的方法,即使切入式磨削沟形良好的情况下,经超精后虽改善了表面粗糙度,但越往沟的两边沟形破坏越严重。切入式对沟形完善更无保证能力,因其实际是油石工作面的运动与沟形的形成没有特定的切削关系。
采用砂带超精或摇摆模式,对沟形的保持和完善是十分有效的,但效率不尽理想。
因此有待于一种新的加工方法的出现,使被超精后的沟道能形成一个精确的圆环面的一部分,以满足轴承性能不断提高的要求。
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价












 企业新闻
企业新闻 轴承知识
轴承知识