询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
气氛可控、节能省材的热处理新设备
发布时间:2012-10-30 浏览次数:1067
作者:顾传锦
(杭州金舟电炉有限公司)
摘 要:介绍了光亮等温正火生产线、辊底式贝氏体等温淬火生产线以及上下层换热型可控气氛辊底式球化退火炉这三种具有高自动化程度的可控气氛辊底式生产线。热处理产品质量优异,金相、硬度散差小,达到国内外同类产品先进水平。正火、退火产品的表面脱贫碳层可控制在0.15mm以内,钢材利用率提高2%以上,贝氏体淬火产品<0.03mm。此外退火能耗低,棒料、管料退火能耗可控制在135kwh/h以下,套圈退火能耗可控制在155kwh/h以下。具有显著的经济社会效益,是理想的先进热处理装备。
关键词:双层退火炉;球化退火;等温正火;贝氏体淬火;节能环保
中国热处理行业协会在《热处理行业“十一五”发展规划纲要和2020设想》[1]中指出了我国热处理行业“十五”规划完成后尚存在的问题:(1)热处理工艺装备陈旧落后;(2)能源消耗大;(3)先进设备的制造落后于需求,并且提出了热处理行业“十一五”规划的重点发展方向。我公司针对其中的3点,立足自身技术力量,开拓创新,制造了一系列拥有自主知识产权的热处理新装备:①微机全自动控制连续式可控气氛热处理生产线;②贝氏体等温淬火炉和生产线;③低热量的低成本回收方法以及热处理废热的多次利用。
1 光亮等温正火生产线
1.1 正火设备使用现状
近年来,用先进的等温正火技术代替一般正火,合金钢可获得较理想的等轴晶组织,显著提高力学性能,减少Z终热处理变形。汽车、摩托车、齿轮、精密零件制造行业中广泛采用该项先进技术。而等温正火生产线是实施该项技术的关键设备。现有技术中,等温正火生产线多以推杆炉类型出现,而采用推杆炉加热,推杆机构、料盘、料筐笨重,存在加热时间长,加热不均匀的弊端,产品质量波动偏大,能耗高,钢材烧损率大。
随着精密锻造(冷锻)与冷挤压、冷轧制管、冷辗成形等先进制造技术的推广,光亮无氧化正火设备正扮演着越来越重要的角色,无保护气氛的正火产品氧化脱碳严重,已经不能满足后续加工过程的需要。而光亮等温正火设备大多依靠进口,在制造技术与采购价格上均受制于人,国产设备的研制与开发迫在眉睫。
为了克服以上所述的不足之处,我公司开发了一种辊底式光亮等温正火生产线,解决了产品质量波动偏大,钢材烧损氧化严重的问题。光亮等温正火实现了优质、节能省材环保的理想效果。我公司研发的光亮等温正火生产线,除了放料、卸料由人工完成外,温控、电控、气氛控制和程序控制全部由计算机完成。降低了操作者的劳动强度,提高了工作效率。
1.2 正火生产线结构特点
加热炉、快冷室、等温炉在连接上设置了耐高温的密封炉门、真空室和过渡室。加热炉、快冷室、等温炉全密封,保证在可控气氛条件下加热、冷却和等温转变时不氧化,达到“光亮”等温正火。
由于采用我公司专利产品等温正火快冷室,快冷室属全密封结构,快冷风机的开闭由程序与红外测温装置提供控制信息,自动运行循环冷却,除快冷风机外还设置了搅拌风机,使快冷室内工件冷却时均匀一致,有效地降低了硬度散差。料筐设计成高强度薄壁结构,重量减轻二分之一,不但提高了加热质量,还减少了料筐的无效能耗。
1.3 正火产品质量效果
(1)等温正火的金相组织为晶粒大小均匀的珠光体+铁素体组织,达到国家标准GB/T 13320-2007中规定的一级组织要求。
(2)等温正火后,硬度为149~170HBS,单件硬度差<±5HBS,整批正火件硬度散差<±7.5HBS。
(3)表面无氧化,脱贫碳层深度0.10~0.15mm。
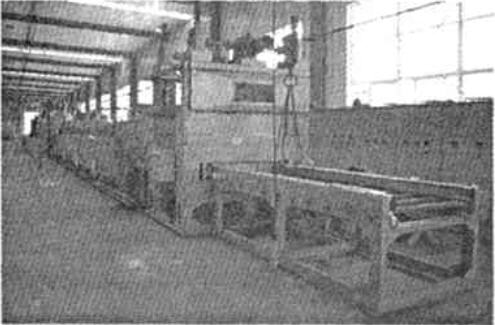
图1 光亮等温正火生产线
2 辊底式贝氏体等温淬火生产线
2.1 贝氏体等温淬火设备使用现状
轴承零件,特别是大型轴承零件采用盐浴等温淬火将获得马氏体+贝氏体组织,在保证淬火硬度的情况下,将有效的提高轴承的屈服强度、抗弯强度、断面收缩率、冲击、断裂韧度、耐磨性以及冲击稳定性,特别适用于诸如铁路、轧机轴承之类在冲击载荷及润滑性不良工况下服役的轴承[2]。
我国目前主要使用的贝氏体等温淬火设备主要由等温淬火自动生产线及周期式等温淬火设备构成[3]。等温淬火自动生产线主要使用的炉型有转底炉、推盘炉以及传输带式炉。虽然自动化程度高、产品质量稳定,然而能耗较高、一次性投入大、产量低、适用范围窄等缺点制约了此类自动生产线的普及。而周期式等温淬火设备一般由箱式炉、淬火冷却槽、等温槽等构成,投资小、适用性强,但是其劳动强度大、安全性差、产品质量不稳定、污染严重、高能耗低产量,使这类炉型已经不能满足现代化工业生产的需求。
2.2 我公司生产线特点
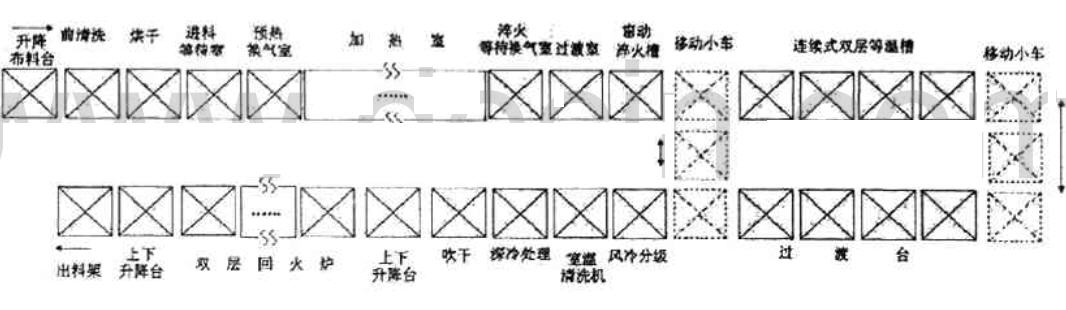
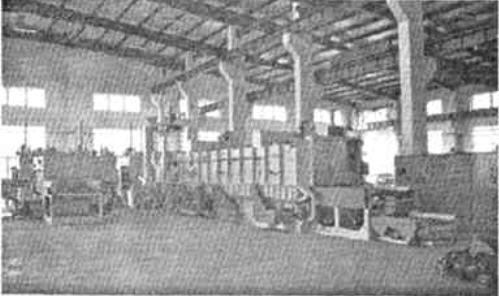
针对此现状,我公司开发了适用于各类轴承套圈和滚动体的无氧化贝氏体等温淬火热处理生产线,如图2,图3所示。
(1)生产线由可控气氛辊底式淬火加热炉、辊底式盐浴淬火槽、送料车、辊底式双层等温槽、辊底式清洗机、回火炉以及气氛、温度、程序控制系统构成。
图2 辊底式贝氏体等温淬火生产线
图3 辊底式贝氏体等温淬火生产线
(2)为了达到工件加热过程中不氧化,减少保护气氛耗量,可控气氛辊底式淬火加热炉设置了前锁气室,并在前锁气室内增设加热元件预热工件。使工件缓慢受热,减少因热应力不均而产生的变形。加热炉中设置的数组光电管控制着工件在加热炉中的前进与摆动受热。
(3)辊底式升降盐浴淬火槽。淬火工件从加热炉快速转移到淬火槽的辊棒升降台上。通过传动机构,升降台沿高精度的定位导向机构快速地下降至槽体液下,并作上、下窜动及少量水平方向移动式淬火,上下窜动频次8~20次/分钟,确保工件快速均匀地冷却,降低屈氏体的含量,特别是对直径不大于210mm的工件,和网带炉比较,变形方面有明显的改观。淬火槽分设有淬火平台、盐液冷却系统和水份补充系统等。槽体上还设有浮球式液位控制装置及排盐气装置,用于将盐及蒸汽及时排出。淬火槽上室与主炉为一体,并通入少量的N
2
,确保工件完全处在保护气氛下进行淬火。
(4)采取双层独立控制的等温槽,可根据产量以及贝氏体/马氏体淬火的实际生产情况灵活开闭,同时减少了等温槽维修保养对正常生产的影响,提高了设备的利用率。
2.3 贝氏体淬火产品质量效果
(1)贝氏体金相组织为1~3级,可按实际生产需要调整贝氏体在产品中的含量。
(2)等温贝氏体淬火后,硬度为58~62HRC。
(3)轴承套圈表面为均匀蓝黑色、无花斑、麻点,无氧化、无软点、无裂纹、无锈蚀等缺陷,脱贫碳层≤0.02mm。
3 上、下层换热型可控气氛辊底式球化退火炉
3.1 轴承退火设备使用现状
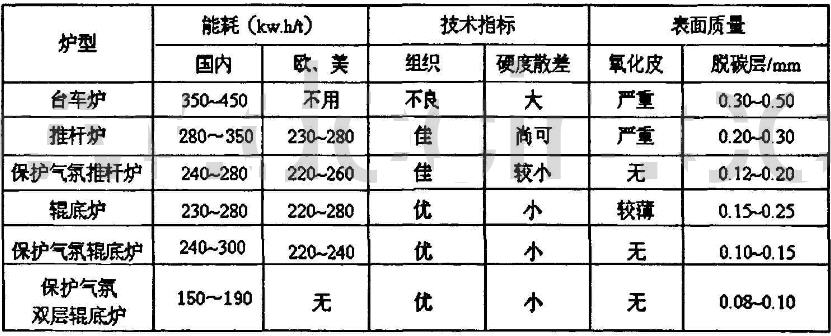
现有技术中,退火分为周期式和连续式退火两大类。周期式退火采用台车炉、钟罩炉等,不仅质量不稳定,而且能耗也较高;连续式退火通常采用推杆炉和辊底炉,退火质量较稳定,可满足国家和行业标准规定的技术要求,但仍存在能耗较高的问题。不论是推杆炉还是辊底炉,炉膛结构为前后贯通式,进、出炉门时的热量损失大,虽加装炉门或挂垂帘阻隔,仍有大量热量流失。以球化退火为例:通常完成退火工艺过程的工件,出炉温度大致在600~640℃,退火件余热没有利用。在这种情况下,较先进的辊底式退火设备,可将电耗控制在240~300kw·h/t[4]。针对这一现象,我公司在2006年创新开发了双层辊底式连续球化退火炉,利用退火件余热加热待退火的冷态工件,但是在整个退火过程中,我们只利用了650℃后的温度来实现余热利用,退火能耗达到每吨170度左右[5],尚未达到Z佳的节能效果。几种轴承钢退火设备的技术、能耗指标对比见表1。
表1 轴承钢退火设备的技术、能耗指标对比表
为了能Z大限度的利用工件保温后冷却过程中的余热,我公司于2009年又研发了上、下层换热型可控气氛辊底式球化退火炉,大幅减低了退火能耗。
3.2 退火炉结构特点
上、下层换热型可控气氛辊底式球化退火炉(图4)在结构设计上完全取消了上、下两层间的隔热层,炉膛在垂直方向温度保证一致。一方面解决了原双层辊底式连续退火炉只利用了650℃后的温度来实现余热利用的不足,使得在整个退火过程中,冷却余热得到充分利用;另一方面,降低了制造成本,为客户单位节约了一次性投入的成本。
退火工件采取同层进出(上层左进右出,下层左出右进)的进、出料方式,在同一炉膛内,双层逆向排列,并且炉膛在垂直方向上温度一致。通过上、下层工件之间的热交换以及风扇作用下的热对流,一层加热,一层降温,两层工件同时到达共享的保温区,实现高效节能的退火工艺。当仅靠热的对流及传导满足不了冷态工件到达工艺温度所需的热量时,布置在炉膛的各个加热、保温区段的辐射管会自动控制开启,加热冷态工件。余热利用匀热风机均与炉膛内部风管配套,以提供所需要的热对流风向。炉体的进、出料炉口处设有升降式密封炉门。如装上前后预抽真空室,成为全密封炉型,克服了贯通炉的弊端,炉口热损失减少,并且能保证工件无氧化脱碳,提高成材率,改善工作环境。
图4上、下层换热型可控气氛辊底式球化退火炉
3.3 退火产品质量与技术经济指标
(1)球化退火的显微组织为均匀、细小、弥散、圆整分布的球(颗粒)状珠光体,可稳定地控制在2~2.5级(相当于SKF标准的CG2.1~2.3级)范围内。
(2)球化退火后,硬度为185~204HBW,单件硬度差<±5HBW,整批退火件硬度散差<±7.5HBW。
(3)氮气保护球化退火,表面无氧化,贫碳层深度<0.12mm。
(4)退火能源单耗:棒料、管料退火电耗<135kW·h/t;套圈退火电耗<155kW·h/t,氮气消耗<40Nm
3
/t。
据统计,在我国轴承、冶金等热处理行业中,轴承钢和合金工具钢的退火能耗依然较高,与国家的节能减排政策要求相距甚远,辊底式球化退火炉和工艺技术的创新,给优质球化退火的节能省材降耗提供了理想的装备,具有很好的经济社会效益。
4 结论
(1)辊底式光亮等温正火生产线的研发成功,摆脱了该领域对进口设备的依赖,填补了国内该类型产品的空白,正火产品质量稳定可靠,达到了光亮无氧化正火的目的,提高了成材率,为此后的精密锻造做好了准备。
(2)辊底式贝氏体等温淬火生产线可根据淬火产品需求的不同,灵活调整配置,实现无氧化的贝氏体/马氏体淬火,产品硬度、金相散差小,能耗低,污染少,工人操作强度低。
(3)上、下层换热型可控气氛辊底式球化退火炉在保证产品质量优异的基础上进一步降低了退火能耗,棒料、管料退火能耗可控制在135kW·h/t以下,套圈退火能耗可控制在155kW·h/t以下,属领先水平。
此3种炉型属具有自主知识产权的先进本土设备,性价比高,适用范围广,已在轴承、齿轮等行业和冷轧冷挤压企业中迅速推广应用,取得了很好的经济社会效益。
参考文献:
[1] 中国热处理行业协会. 热处理行业“十一五”发展规划纲要和2020年设想[J]. 金属热处理,2005,30:2-6.
[2] 张 伟. 轴承热处理节能技术[J]. 金属热处理,2003,28(1):36-40.
[3] 张增歧.贝氏体等温淬火及其在轴承上的应用[J]. 材料热处理学报,2002,23(1):57-60.
[4] 刘耀中. 我国轴承热处理设备的发展与“十五”需求[J]. 金属热处理,2003,28(1):15-19.
[5] 马火金. 推广使用先进的节能环保型氮气保护辊底式球化退火炉[C]. 2007年中国热处理行业厂长经理会议论文汇编,2007.
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识