询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
东江枢纽水轮机组主轴和轴承安装技术
发布时间:2012-10-10 浏览次数:968
作者:刘瑜 王振刚
(武警水电第二总队第八支队)
摘 要:在灯泡半贯流式水轮机组中,主轴和轴承的安装质量好坏至关重要,主轴轴线的平行度、里程、高程必须严格控制在规范要求范围内,轴承中的轴瓦间隙直接影响到轴承冷却油温进而影响到机组运行的安全稳定。广东惠州东江电站1号机组的主轴和轴承在安装过程中严格按照规范要求控制安装步骤,介绍东江电站1号机组的主轴和轴承安装方法,为后续机组和类似的施工提供借鉴。
关键词:安装技术;主轴;轴承;灯泡半贯流式水轮机;东江水电站
1 概述
广东惠州东江水电站安装4台灯泡贯流式水轮发电机组,主机设备由四川东风电机厂有限责任公司制造。水轮机为卧轴灯泡转浆式结构,水轮机和发电机共用同1根主轴,主轴两端分别与转轮和转子直接连接。
2 安装方法
2.1安装前的检查工作
(1)安装前对设备进行全面清洗和检查;
(2)对设备组合面用刀口尺检查无高点、毛刺等,对重要部件的主要尺寸及公差进行校核;
(3)各部位的联接螺孔用丝锥攻丝清理;
(4)检查、核对大轴各部件尺寸,确定与图纸主轴中的尺寸相吻合。
2.2主轴组装
主轴组装包括主轴、水导轴承和发电机组合轴承等,组装后总重约70t。
(1)镜板安装。主轴装配时将主轴调平,水平度不大于0.1mm/m;并将键槽位置转至正上方,方便镜板安装。全面清扫检查主轴,重点是测量检查镜板与主轴配合的相关尺寸与键槽位置,并检查平键宽度,保证能轻轻打入,对过紧情况进行研磨处理。
平键打入键槽后,吊起清扫干净的镜板下半部,置于主轴下方组装位置事先设置的两个千斤顶上,然后将镜板上半部吊入其上进行组合,进入止口后,用铜棒锤击,使其完全靠于主轴,然后吊起推力头下半部,当进入止口后,在两端用千斤顶靠于主轴,合扰上下组合面,打入销钉,对称拧紧组合螺栓,通过如下方法检查螺栓紧力:用内径千分尺测量镜板与主轴法兰面的平行度,其不平行度不得大于0.05mm。如不符合要求,在镜板下加垫铜皮,调整镜板的垂直度,直至符合要求。组合缝用0.02mm塞尺检查,外侧应无间隙,其余部分允许有不长的局部间隙。用样板平尺检查摩擦面接缝处是否平整,错牙值不大于0.02mm,顺机组转动方向,保证后一块低于前一块,否则后半平面应修磨成一斜面,组合缝处进行研磨并抛光处理。按设计要求拧紧和锁定固定螺栓。
(2)推导组合轴承安装。首先完成径向轴承安装:①用压缩空气检查油路是否正确、畅通,然后用丝堵和盖板堵上孔口。检查径向轴承瓦,轴承钨金应无裂纹、夹渣、气孔和脱壳,检查高压油路、润滑油路是否清洁、畅通。②在轴颈处抹上猪油或凡士林,用于防锈及盘车时起润滑作用,吊起轴瓦下半部于轴颈下方千斤顶上,再吊起上半部与下半部组合,调整组合缝面错牙,打紧定位销钉,拧紧螺栓。组合面涂适量密封胶,防止其进入轴承间隙和定位销孔内,影响定位销作用。③吊起径向轴承壳下半部置于轴瓦下方的千斤顶上,再吊起上半部分与下半部组合,组合面涂密封胶,打入定位销钉,保证各加工面无错牙。从内向外对称均匀分次紧固组合螺栓至设计扭矩值。④用长塞尺检查轴承间隙,上下游沿圆周测量各10点,合缝处上下轴承间隙必须测量。保证径向轴承与主轴间隙,总间隙为0.6mm。
其次完成反向推力轴承安装:①对每块反向推力瓦和橡胶垫的厚度进行测量,测点沿瓦面四周均布,将每块瓦和橡胶厚度列表对照。②橡胶垫与各推力瓦Z佳厚度组合,使组合后的各瓦和橡胶垫组合厚度Z大Z小偏差控制在0.05mm以内,超出此标准的应对橡胶垫进行修磨。合格后对橡胶垫和各瓦配对并打对应标记。因为反推力轴承座与导轴承是一体的,安装时,先将导轴承拉开,将组合后的反向推力瓦与橡胶瓦安装于反推力轴承座上。安装完毕后,把导轴承推向镜板,保证镜板与反推力瓦之间间隙值为1mm。
Z后完成正向推力轴承安装:①将分瓣的底座、油箱组合成整体后,检查组合面间隙,确保符合图纸要求。②安装固定环、销钉、球面支钉、固定板、支柱螺钉及正向推力瓦,用支柱螺钉初步调整正向推力瓦位置,符合图纸要求。合格后将支柱螺钉先锁死,防止推力瓦松动,再将推力轴承壳拆分成上下两瓣。将推力轴承组装到主轴上,对接成一体,检查组合面间隙,符合图纸要求,用工具螺栓与反向推力座紧固。通过支柱螺钉将各正向推力轴承瓦顶靠镜板,通过推力轴承壳上温度计孔摇动正、反向推力瓦进行检查,保证松紧一致,并确保反向推力瓦与镜板的间隙为0.3~0.5mm。用塞尺通过推力轴承壳上温度计孔测量各正向推力轴承瓦与镜板的间隙,各间隙与平均间隙偏差小于0.03mm。③组合轴承装配完成后,将轴承上的所有孔洞封堵好,用清洁的塑料布等包扎结实,以防潮气等杂物进入。
(3)水导轴承安装。①吊起水导轴承套下半部分于主轴轴颈下,用千斤顶将轴套顶牢于轴颈上,吊起上半部分置于轴颈下,与下半部分组合,检查合格后拆除千斤顶。旋转导轴瓦,使下半轴瓦朝上,与实际工作位置一致,然后用300mm塞尺检查导轴瓦与主轴配合间隙,符合设计要求,后旋转导轴瓦至原位置。将水导轴承体下半部分置于轴承套下方,吊起上半部分置于轴承套上,用千斤顶顶起轴承体下半部分与上半部分组合。在把合螺栓前检查轴承体与轴承套相对位置。②轴承组合后,检查组合缝不得错牙,轴瓦与轴颈间隙符合图纸要求,用清洁干净的塑料或白布将轴承的油孔和轴瓦间隙堵好,以防杂物或潮气进入轴承。将扇形板吊入,调整其与轴承体对正,装入扇形环,用螺栓、套筒和螺尾销紧固完成。
(4)主轴密封预装。主轴在安装间完成装配吊装前,要进行主轴密封的预装,预装满足要求后拆下,主轴密封的衬套装配在主轴上,在转轮吊装之前吊至安装位置悬挂。
(5)其他部分。机组轴线调整完成后,安装摆度测量传感器;清扫主轴,安装主轴保护罩,考虑到主轴护罩Ⅰ、主轴护罩Ⅱ较重,均超过500kg,所以主轴吊装时先临时固定在主轴上,待轴线调整时再拆掉,轴线调整完成后再行安装,主轴护罩Ⅲ较小,长为766mm,重约240kg,等轴线调整完成后在座环进人孔处吊入安装。
2.3主轴吊装
(1)吊装前准备工作。①完成主轴组装、主轴密封预装及导水机构吊装。②拆除管形座所有支撑和妨碍主轴吊入的脚手架等,用刀口尺检查内配水环与管形座组合面,清扫、检查螺孔、销孔等。③安装主轴起吊专用吊具,在安装间进行试吊,检查主轴水平情况。④机坑内流道盖拆除,主轴与轴承总体吊装工具中的工字钢焊在座环下部,作为主轴吊装工具的导轨。⑤校测座环上游侧法兰面的垂直度和平面度。
(2)主轴吊装。利用厂家提供的主轴吊装工具,从上游侧流道盖板吊装孔吊入。主轴吊入机坑前,在安装间试吊,保持水平状态后吊进机坑内再慢慢转动90°,使之顺水流的方向,找正位置,下落主轴,使支架上的滚轮落在导轨上,松开吊架钢丝绳向下游移动主轴就位,分别将组合轴承支撑环与座环法兰面、φ900轴承与内配水环法兰板把合,等轴线调整后,再分别打定位销。
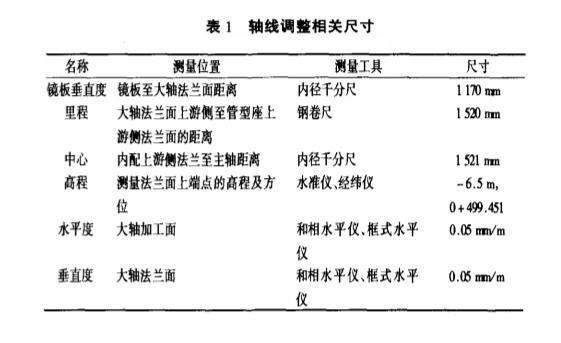
(3)轴线调整。轴线中心高程以管形座内壳中心高程为基准进行调整。用内径千分尺测量内配上游侧法兰内圆至主轴距离,一般测水平、垂直方向4点,以作为主轴中心调整时的参考和校对。主轴法兰的里程以管形座上游法兰面为基准进行调整。测量主轴法兰面上游侧至管型座上游侧法兰面的距离,用作主轴法兰里程调整的参考。主轴法兰面的垂直度通过挂钢弦线电测法进行调整(表1)。
轴线调整合格后紧固内配水环与水导轴承的联接螺栓、组合轴承与座环内锥的联结螺栓,复测主轴法兰的水平、垂直方向倾斜值,检查轴线合格后,锲紧全部内配水环与管形座联接螺钉,在导水机构调整合格后,方可钻铰定位销孔并打入销钉;此后检查主轴下游侧法兰至转轮中心线距离是否符合要求。
来源:《人民长江》第39卷第10期
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识