Peakvue技术在电机轴承故障诊断中的应用
发布时间:2012-09-27 浏览次数:1214
作者:陆晨
(中国石油兰州石化分公司设备维修公司)
摘 要:通过实例介绍了CSI2130振动分析仪专利技术———Peakvue在轴承故障诊断中的应用,采用趋势跟踪和频谱分析的方法,及时监控轴承的劣化趋势,适时检修验证,取得了较好的效果。
1.概述
由于早期的轴承故障在振动信号上表现出高频低幅的特点,这些振动信号很容易被其他振动信号所掩盖,因此很多振动分析仪都采用了调制解调(或称包络检波)技术。调制解调技术可以检测轴承的早期故障,但对故障的严重程度却无法做出准确的预测,也不能对轴承故障做出准确的趋势跟踪。艾默生公司的CSI振动分析仪采用了其开发的专利技术———Peakvue(峰值检测)技术,该技术采集的是应力波,轴承早期疲劳剥落、齿轮缺陷、摩擦磨损和冲击等都会产生应力波。Peakvue正是采集和监测这些短暂的应力波,获得应力波的峰值及其出现的频率,并转换为频谱进行分析。Peakvue技术可以检测出轴承早期故障,并且还可以准确预测出故障的严重程度,跟踪Peakvue趋势可以准确判断轴承故障发展进程。
2.应用
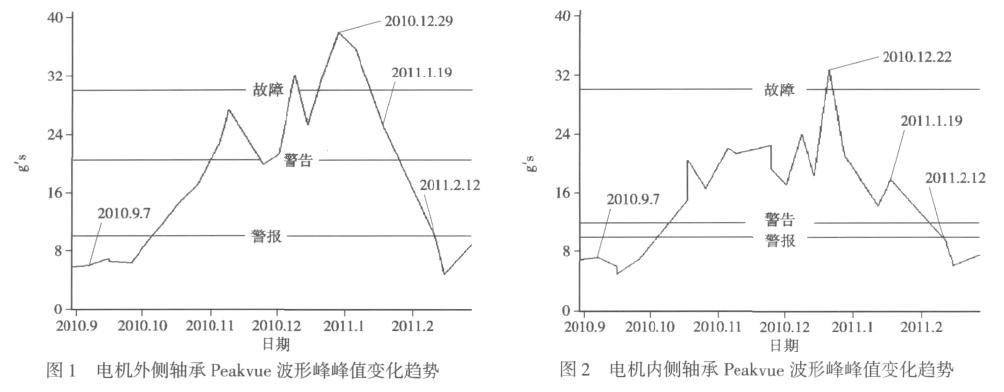
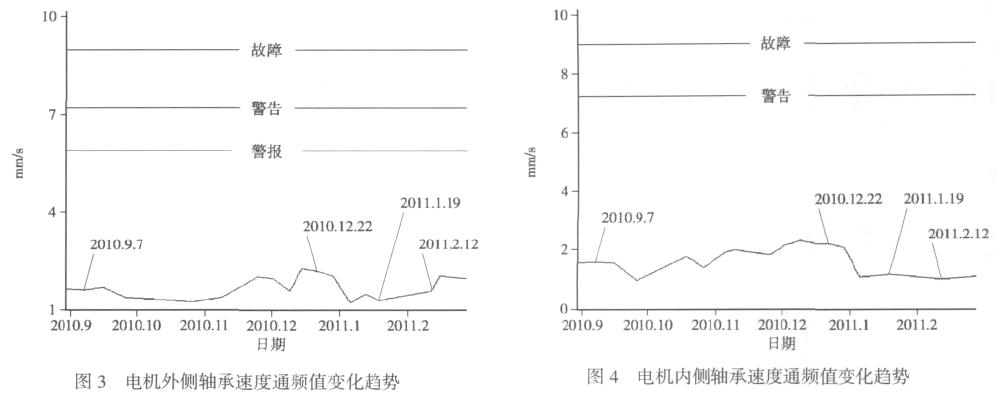
生产车间共有A、B和C3台P-2101进料泵,开2备1,一旦停机,整个装置就会停工。从2010年9月初开始,对P-2101A和B的变频交流电机(型号YBBP355L2-2GW,功率315kW)和泵进行监测。在对电机为期6 个月的监测过程中,利用CSI2130的Peakvue技术,发现电机2101A前后轴承逐渐出现劣化趋势(图1、图2),但是在普通的速度趋势中,通频值没有显著的变化(图3、图4)。
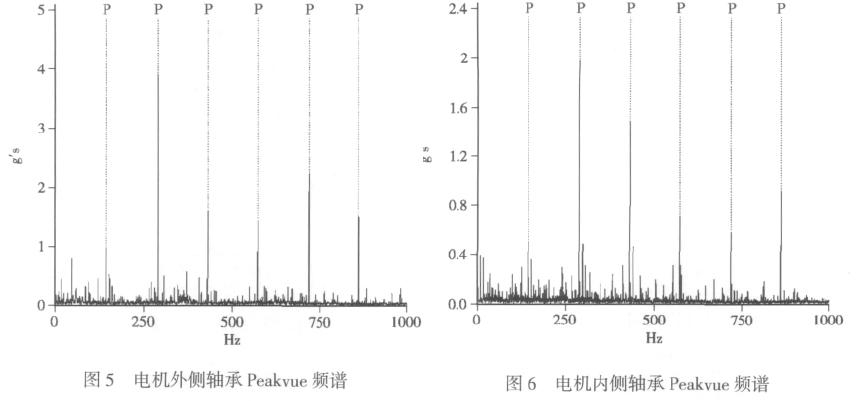
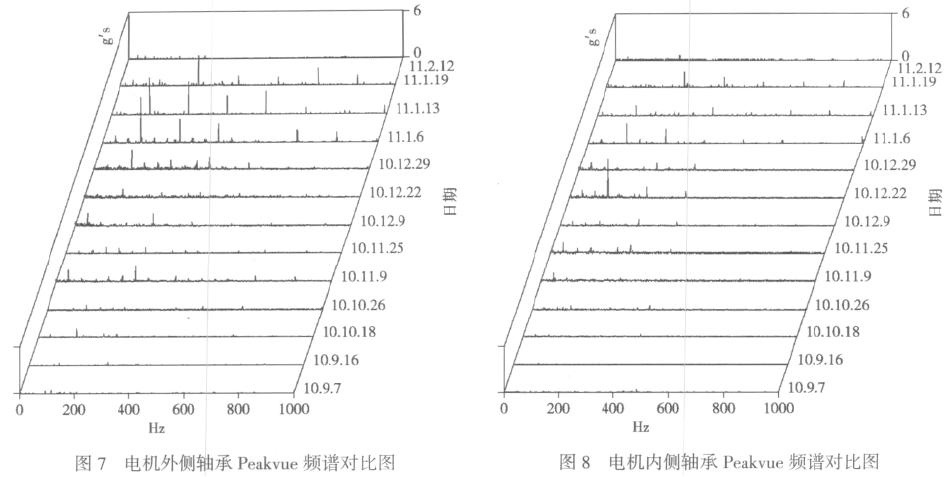
对2011年1月19日采集的Peakvue频谱(图5、图6)进行分析,图中明显存在轴承的外圈故障频率及其谐波(虚线代表轴承外圈故障频率BPFO),将6个月内的Peakvue频谱图(图7、图8)进行了对比。
通过对该电机两侧轴承整个故障产生过程的监测,采用趋势跟踪和频谱分析,判断电机内外侧轴承均出现了外圈故障,并且电机外侧轴承故障严重程度大于内侧轴承,可能是外圈的金属剥落等。
3.检修及验证
2011年1月底,对该电机及时进行了大修,发现前后轴承的外圈均出现了“搓衣板”式的凹坑,诊断轴承损坏原因为电蚀,是轴电流击穿轴承油膜所致。轴承电蚀是变频电机经常存在的现象。
检修后,对该电机继续进行跟踪监测,如图1、图2所示,2月份的Peakvue 数值已经回落到正常值范围内。图3、图4显示检修前后速度通频值依然没有较大变化。图7、图8显示在检修后,2月12日的测量数据中已经不存在轴承的故障频率。
4.结语
PeakVue技术能发现常规频谱不能发现的滚动轴承故障,波形反应的是真实的冲击。通过长期的监测总结,对于转速为1490r/min和2990r/min的转动设备来说,滚动轴承Peakvue波形的冲击幅值大约在30g,s左右,就能用肉眼观察到明显的外圈故障。当故障变得严重时,小的剥落缺陷发展变大,冲击幅值反而会减小,普通速度频谱上将会出现轴承故障频率。通过趋势变化和频谱分析相结合的方法,可以取得较好的效果。如何判断轴承故障检修的Z佳时机,还需要长期的实践工作经验积累。
参考文献
1 沈庆根,郑水英.设备故障诊断[M]. 版.北京:化学工业出版社,2005
2 盛兆顺,尹琦玲.设备状态监测与故障诊断技术及应用[M].版.北京: 化学工业出版社,2003
3 杨建刚.旋转机械振动分析与工程应用[M]. 版. 北京: 中国电力出版社,2007
4 翁建忠.CSI 振动分析仪用于纸厂状态监测的实例[J].设备管理与维修,2007(12):34
来源:《设备管理与维修》 2012年第03期









 企业新闻
企业新闻 轴承知识
轴承知识