

控制轧制轴承钢线材直接拉拔生产
发布时间:2012-09-28 浏览次数:968
作者:高扬 刘永长
(大连特殊钢)
1、前言
冶金工业产品的发展趋势应当包括如下几个方面:减少金属损耗;简化使用者操作;节能和环保。
GCrl5轴承钢主要用于制造机械行业的基础零件――轴承。其中,轴承钢线材绝大多数经过冷拉,用于制造轴承滚动体,包括滚珠、滚柱、滚针等。轴承钢线材的产量很大,国内年需求量在12万t以上。
为了满足滚动体及其他轴承零件的加工和热处理需要,轴承钢线材必须具备均匀分布的粒状珠光体组织和较低级别的网状碳化物。采用传统工艺轧制的轴承钢线材,由于受到轧机的限制,轧后组织一般为带有网状碳化物的粗片状珠光体,必须先经过780-810℃*18-24h的球化退火,才能达到冷加工所需的性能要求。
随着高线轧机在特殊钢生产中的应用,轴承钢线材轧制中采用控制轧制和控制冷却工艺成为可能。如果通过控制轧制和控制冷却,使钢的晶粒充分细化,轧后获得均匀分布的细片状珠光体、变态珠光体和索氏体组织,线材的塑性充分提高,那么,就完全有可能使热轧线材不退火直接拉拔,将球化退火与再结晶退火合二为一,大大简化钢丝生产工艺。这将对轴承钢丝及制品的生产产生深远的影响。
2、轴承钢线材控制轧制工艺和性能简介
2.1控制轧制工艺
GCrl5轴承钢线材控制轧制工艺原则上采用三段控制。初轧控制在单相奥氏体完全再结晶区域(1000-1040℃)进行轧制,使奥氏体晶粒充分细化,增加晶界面积,为碳化物的细化提供条件;终轧控制在两相区(800-850℃)进行,使先共析碳化物破碎细化;冷却段采用适当的控制冷却工艺,避开网状碳化物形成温度,并控制使碳化物以细片状形态析出。
2.2控轧控冷轴承钢线材性能
GCrl5轴承钢线材正常轧制与控制轧制的组织对比见图1。控制轧制GCrl5线材的金相组织为索氏体和细片状珠光体的混合组织。
力学性能及网状碳化物级别对比见表1。
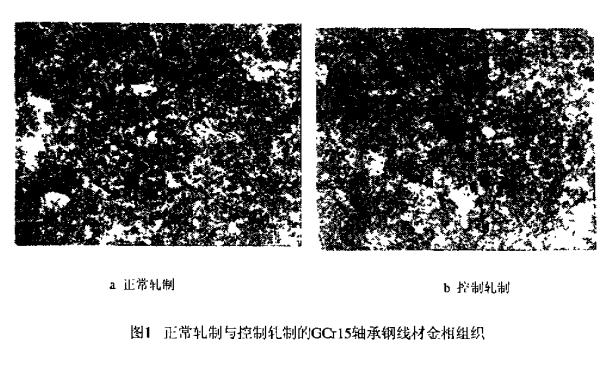
表1 正常轧制与控制轧制的GCr15轴承钢线材性能对比

3、控轧轴承钢线材直接拉拔生产
3.1实际拉拔试生产过程
为了验证控轧GCrl5轴承钢线材的应用效果,我们在华东某轴承钢丝专业生产厂进行了轴承钢线材直接拉拔工艺试验。
拔制前线材表面经酸洗、黄化和涂石灰,干燥后在22KW卧式拉丝机上拔制,钢丝盘重350kg/盘,试验过程见表2。
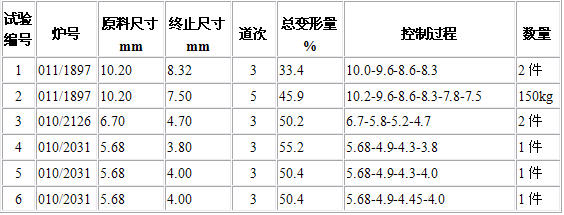
表2 控制GCr15轴承钢线材直接拉拔试验过程
钢丝拉制后装罐沙封后球化退火,装炉量为1.5t,退火温度为790℃,均温时间为2h,退火后检验成品性能:强度为687-704N/mm2;组织为2级;脱碳层深度≤0.02mm;表面无氧化层。成品钢丝性能完全达到标准要求。
3.2推荐拉丝工艺
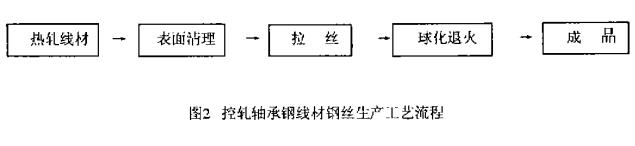
控轧轴承钢线材钢丝生产工艺流程见图2。
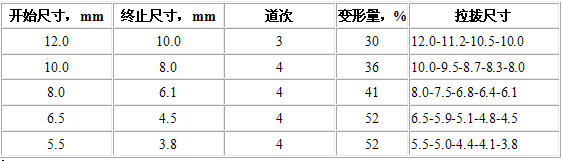
钢丝拉制时应注意以下几方面。由于控轧轴承钢线材表面氧化皮薄,在采用酸洗清理表面时应注意控制过酸洗和表面出现黑灰,并防止产生氢脆导致钢丝拉断;控轧轴承钢线材对脆性较敏感,在拉制时应采用小减面率多道次拉拔工艺,钢丝总变形量依规格不同控制在35%-45%,大规格线材可适当采用较小变形量;道次变形量控制在15%左右,特别是道拉拔应采用较小的道次变形量;钢丝拉制时应注意拉制方向要与轧制方向保持一致,防止各别表面缺陷反向受力导致钢丝拉断。推荐的轴承钢丝拉制工艺见表3。
表3 推荐的轴承钢丝拉制工艺
4、轴承钢线材控轧控冷的直接经济效益
4.1 简化钢丝生产工艺
常规钢丝生产工艺与简化后的钢丝生产工艺流程对比见图3,由图3可见:
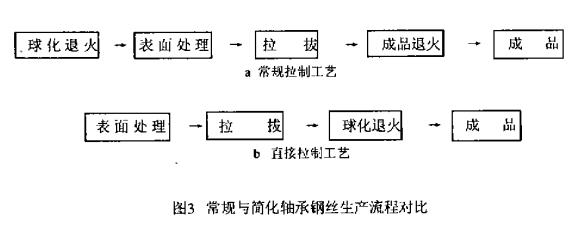
采用控轧GCrl5生产轴承钢丝,可减少一次再结晶退火。
4.2提高产量及缩短生产周期
成品退火的周期按球化退火周期的0.5倍计算,采用直接拉拔工艺生产GCrl5钢丝,热处理量比常规钢丝生产工艺减少30%。一次拉拔加一次退火Z短生产周期为48h。
4.3减少热处理设备投资
在轴承钢丝厂热处理设备的投资占设备总投资额比例近30%-50%,采用直接拉拔工艺生产轴承钢丝可大大减少热处理设备投资。以年产量6000t计算,采用常规生产工艺生产轴承钢丝,
日热处理量为:6000*1.5/(12*25.5)=29.4t,需建1台装炉量20t和1台10t退火炉,或建3台10t的炉子;采用直接拉拔生产工艺生产时,日热处理量为:6000/(12*25.5)=19.6t,节约热处理设备投资和热处理费用1/3。
4.4降低制造成本
成本的降低主要体现在3个方面。减少热处理量可节约能耗30%;因采用成品球化退火,避免了原料散装炉球化,减少金属烧损,成材率可由常规生产时的94%提高到98%;由于氧化铁皮薄,可减少酸洗消耗。3项合计可降低制造成本400元/t。
4.5有利于轴承钢丝的连续化自动化生产
常规轴承钢丝生产工艺一般采用单座拉丝机,而控轧轴承钢线材生产时,宜采用小减面率多道次拉拔,并结合高线轧机生产的线材盘重大,为连续式拉丝机在轴承钢丝生产中的应用创造了有利的条件。
4.6有利于减少环保公害
控轧轴承钢线材氧化少,减少了线材酸洗量,如果能够提供酸洗磷化状态交货的GCrl5线材,则可以进一步减少线材酸洗,甚至可彻底实现轴承钢丝无酸洗生产。
4.7有利于提高钢球的综合性能
经过控制轧制的GCrl5线材,网状碳化物级别比正常轧制低0.5-1.5级,球化退火后粒状碳化物细且分布均匀,可提高钢球的淬回火性能级疲劳寿命。
5、结论
5.1采用控制轧制工艺生产的GCrl5线材,具有无网状碳化物的细片状珠光体组织,断面收缩率稳定在20%以上,可以直接拉制钢丝;
5.2采用控制轧制GCrl5线材直接拉制钢丝的工艺是可行的。
来源:《工艺技术》 2001年第2期







 企业新闻
企业新闻 轴承知识
轴承知识