询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
意大利ABS厂轴承钢棒材低温轧制及在线退火炉工艺和设备
发布时间:2012-09-03 浏览次数:972
制造轴承零件时,为了能够在锯切及冷切时不影响设备寿命,通常需作软退火或球化退火。本文介绍在线热处理棒材的热机械轧制法。
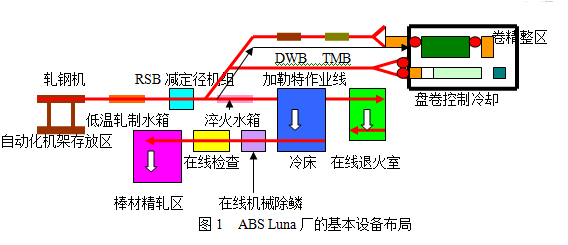
这种方法可使棒材具备所要求的退火组织,使下一步加工无需再作中间处理。这项低温轧制工艺已在意大利ABS厂实际使用,其中的在线退火作业已被纳入正常生产程序(图1) 。
现代生活对轴承的需求日益增长,就要求更多地增加轴承零件产量。质量是轴承钢生产厂家追求的首要目标,因而把很多精力倾注于从原料(或废钢)到Z终产品整个流程的控制上。这种努力换来的效果是使质量原因造成的损失下降,成本降低。为降低成本总成本而采取的进一步措施是获得一种在轴承零件生产流程起步之前无需作热处理的原材料。通常需要作的热处理是退火或球化退火,使得能容易锯切、冷切,而无损于设备寿命。
自1980年起,一直在通过热机械轧制低合金钢的直接拔丝或冷锻进行各种不同研究。另外还对高碳钢及轴承钢作了研究,看是否能在接近奥氏体开始转变为球光体的临界温度范围进行轧制。这样的轧制方式由于需用极大作用力及超大机架,因而不便于使用常规工业设备,而是需用专门制造的机架实施。
对在线热处理棒材的热机械过程进行新的研究,目的是获得所要求的组织,保证不作中间处理就可顺利完成锯切或冷切。所有这些研究都是在意大利ABS厂及达涅利研究完成的。研究成功的工艺已在ABS厂投入工业运行,其中在线退火、淬火及回火已纳入法定生产程序(图1) 。
ABS Luna厂设计产能为年产50万吨专用钢,产品为∶直径20毫米~直径100毫米圆形棒材、40毫米~100毫米方正形棒材及直径15毫米~直径50毫米特定重量棒材,钢种为设备及汽车制造业所用的各类钢。连铸坯为200毫米x160毫米矩形。用双流连铸机保证产能的达产。
长材产品低温轧制(LTR)是指摄氏700~800度这一温度范围内进行的精轧。相比之下更重要的是使所轧棒材纵向温度分布均匀,避免其内部组织因精轧温度不同而发生质地改变。采用LTR轧制是因为只有这样才能得到适合Z终在线热处理的半成品轧件。
轧机采用17座紧凑式无牌坊机架,各机架按H—V格式连续布置。机架用快速机架更换装置相互联锁,不到5分钟就能完成产品规格的改换。用2个机器人将轧机与轧辊车间自动联为一体。在轧辊车间自动放上已清洗及调好的新机架。
为生产表面质量优良的产品,轧机配有5台除鳞机。台除鳞机设在轧机轧入侧,旋转型。用5道次kocks—Danieli减径定径机组(RSB)及2套棒形自动检测装置自动控制尺寸,来保证Z终容差(降到DIN10131/8) 。
RSB前面的冷却线保证精轧Z后几个道次前所需的温度等级及温度均匀性。
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识