

DCRK OP70静压导轨维修心得
发布时间:2012-09-07 浏览次数:663
傅建春 2007.9
DCRK OP70/OP140/OP100为NAXOS多砂轮磨床,主要加工曲轴主轴颈和连杆颈。此类机床导轨静压结构,砂轮主轴多为动压或静压结构,现结合DCRK OP70典型的机床导轨静压问题,总结此类机床的调整检查方法。
一、故障现象
加工动作不连贯,当粗磨完成后,马波斯显示曲轴剩下0.03MM左右时,X轴只有显示器显示数值变化,实际不进行进给,当数值到一定程度,X轴突然前冲,马波斯量仪显示曲轴主轴颈已经到-0.01-0.02MM,实测尺寸与马波斯相同。而且在进给时伴有较大的冲击声。
二、问题分析
1. 通过观察西门子840C的诊断页面,发现“X轴只有显示器显示数值变化,实际不进行进给”时,X轴驱动电流明显增大,由9%左右加大到26%说明负载有明显的变化。
2. 加工程序显示R733(4.switch point终磨开始)余量为0.04--0.05MM正好在故障发生点上,这时机床进行进给量转换,由F0.6变为F0.14。
3. X轴打表检查机床实际运动状态与马波斯显示相符。
通过以上检查和分析我认为符合导轨爬行的条件,故障原因很可能是导轨静压系统问题,而且进给速度越慢爬行越严重。
三、机床导轨静压检查
1.检查导轨静压
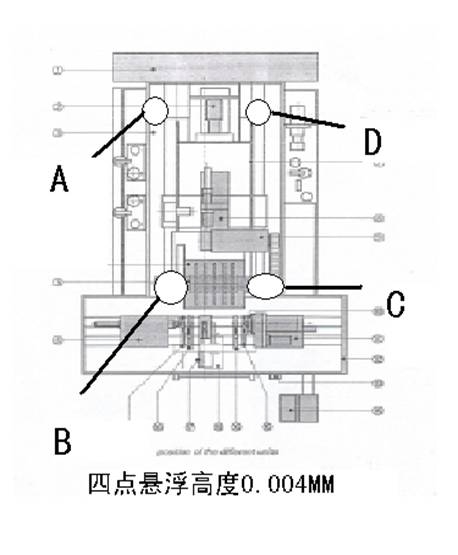
图1
如上图,在机床ABCD四点打千分表,机床开机一分钟后床身应该悬浮0.004MM左右,而实际检测床身没有上浮。对几个测压点进行测量均没有压力。
2.分析导轨静压
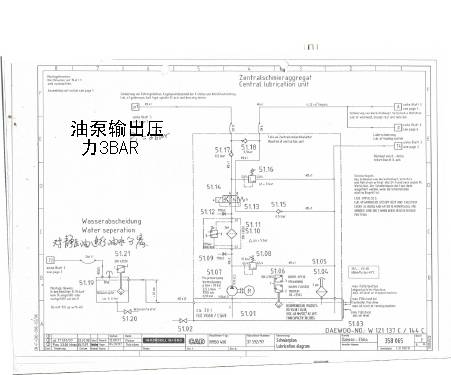
图2
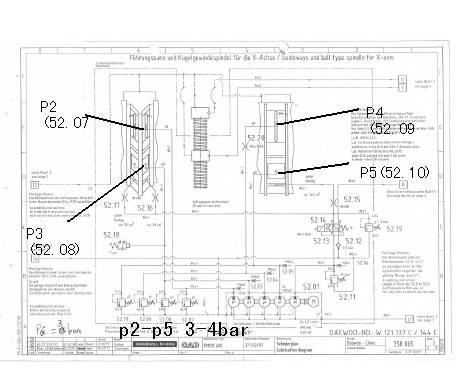
图3
通过上面液压原理图纸可以明显看到整个X轴床身由4个压力点悬浮,V形导轨侧两个压力点P2、P3分别由减压阀52.07和减压阀52.08调节,平导轨有两个压力点P4、P5分别由减压阀52.09和减压阀52.10调节,正常压力要求为3―4bar,上述检查明显不符合图纸要求,对主泵和分油泵的输出压力进行调整,同时在机床4角打千分表验证,当52.07―52.10达到3bar时,图1 所显示的ABCD都能浮起0.004MM。
试切加工状态正常,冲击声音消除。
四、经验教训
静压导轨的维修平常要以保养为主,定期进行各压力点检测是PM中很重要的一部分。只有作好计划性维修,才能保证机床的正常加工状态。







 企业新闻
企业新闻 轴承知识
轴承知识