

GCr15轴承钢LF精炼过程钢的洁净度变化
发布时间:2012-07-31 浏览次数:931
作者:张树海1 邢梅峦2 郝彦英2 孙玉春2
(1.河北工业职业技术学院;2.石家庄钢铁有限责任公司)
摘 要:对GCrl5轴承钢LF精炼过程各阶段的钢中氧及夹杂物含量进行了研究。结果表明,在现有工艺条件下,LF精炼15~20min时钢中氧含量已降低到较低水平,LF精炼结束后软吹时间控制15min左右较为合理;LF精炼结束及中间包钢中大部分夹杂物尺寸在15μm以下;应进一步加强浇铸环节的控制,减少钢水的二次污染。
关键词:GCr15轴承钢;LF;氧含量;非金属夹杂物
Z新的研究文献认为:疲劳裂纹首先萌生于金属表面,再向内部扩展,造成断裂。通常,把轴承钢中的夹杂物和碳化物缺陷视为钢中已存在的裂纹。应力诱发引起应变硬化并产生相变,改变钢材组织。在夹杂物或碳化物缺陷与基体间的界面处萌生裂纹,向内扩散。
轴承钢生产技术不断朝着净化钢水、减少气体和非金属夹杂物含量,提高钢材组织均匀性方向发展。石家庄钢铁有限责任公司(以下简称石钢)采用BOF→LF→VD→CC工艺生产GCrl5轴承钢,LF是降低钢中氧含量和控制夹杂物的关键工序,为此,对LF工序氧含量及夹杂物进行了重点研究。
1 工艺简介
石钢生产GCrl5轴承钢工艺流程为:转炉→LF→VD→小方坯连铸机→轧制。
1.1 转炉冶炼
氧气顶吹转炉公称容量为60t,冶炼周期为30min,供氧时间为14min,出钢用挡渣球挡渣,出钢时间3~5min。终点采用低拉碳控制工艺,钢中ω(C)≤0.15%。
1.2 LF
公称容量为60t,变压器容量为10000kVA,升温速度为3~5℃/min。
LF操作工艺流程为:出钢合金化、脱氧→钢包车运送钢水至LF(吹氩)→到精炼工位,送电加入第1批渣料→15~20min后测温、取样(1)→加入第2批渣料,送电化渣、调整成分→测温取样(2)→→软吹前测温、取样(3)→软吹→加保温剂、吊包。
1.3 VD
公称容量为60t,真空度可达67Pa以下,真空处理时间5~10min。
1.4连铸机
连铸坯断面为150mm×150mm,铸机弧形半径6m,大包到中间包采用保护套管并吹入氩气保护,中包到结晶器采用保护套管,结晶器液面自动控制。
2试验方法
随机取正常生产的2个炉次进行研究,按正常操作工艺,在LF精炼不同阶段取提桶样,进行气体和夹杂物分析。在LF精炼送电15~20min炉渣化开后取提桶样LF1,精炼送电结束软吹前取提桶样LF2,分别在软吹7min、15min及软吹结束后取提桶样LF3、LF4、LF5分析气体,提取中包桶样TD。
采用TC-436氧氮分析仪分析钢中氧含量,采用英国Oxford INCA EDS扫描电子显微镜显微分析系统进行夹杂物分析。
3 试验结果及分析
对LF不同阶段和中包内钢中气体、非金属夹杂物的分析,以及LF不同阶段和不同软吹时间相应的桶样和钢样的扫描电镜及能谱分析所得到的试验结果进行以下分析及讨论。
3.1 氧含量的变化
采用铝脱氧是目前使用Z广泛的脱氧方法,通过合适的造渣,在1550℃左右的精炼温度下,当钢中铝质量分数超过0.010%时,可使钢中溶解氧质量分数小于5 X10-6[1]。但铝脱氧产物是Al203,即使溶解氧很低,也并不意味着钢中总氧很低,而且Al203很容易聚集成团絮状大颗粒,危害钢的力学性能。因此,对于铝脱氧钢,精炼难点是如何去除钢中Al203夹杂物,从而降低钢中总氧量,试验炉次钢中T.O变化情况如表1。
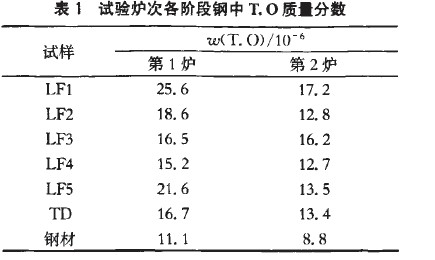
从表1可以看出,LF精炼15~20min时钢中氧含量已降低到较低水平。LF精炼结束后软吹时氧含量总体趋势是降低,软吹时间控制15min较为合理,在石钢现有条件下过分延长软吹时间不利于氧含量的进一步降低。另外,为减少吹氩过程钢水温降,在软吹阶段的取样是在加入钢包覆盖剂后取样,其加入对上部钢水氧含量可能造成一定的影响。
从LF精炼结束到中间包氧质量分数降低范围为(0.1~4.9)×10-6,平均降低2.5 X 10-6,从中包到钢材氧质量分数降低范围为(4.6~5.6)X10-6,平均降低5.1X10-6。
同浇次其它炉次各个阶段的钢中氧质量分数的变化情况见表2。
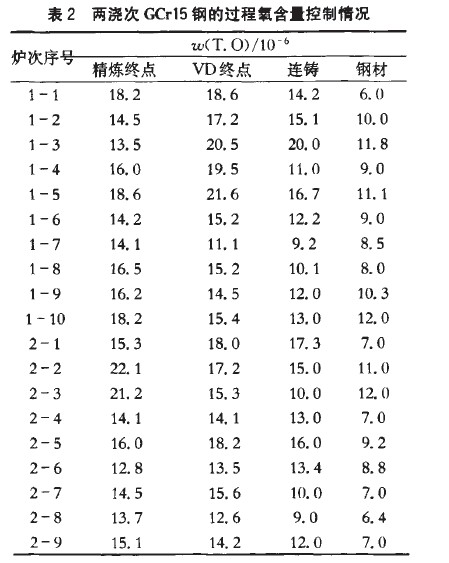
其中,1个浇次生产了10炉,随机抽取的为其中的第5炉,另1个浇次生产了9炉,随机抽取的为第6炉。国标GB/T18254—2002对GCrl5钢中氧质量分数的要求为连铸钢12x10-6,因此,所生产的两个浇次钢,均符合国标对钢中氧质量分数的要求,Z低为6.0x10-6。
3.2夹杂物的变化
3.2.1 试验炉次各阶段夹杂物统计
对LF各阶段提桶样进行扫描电镜分析,采用feature程序进行夹杂物粒径分布的分析,选取提桶样直径方向2mm×30mm的过圆心的矩形区域,放大倍数为100,每个区域视场数为24个。对夹杂物直径按5~15μm、15~25μm和大于25μm范围进行分类统计分析,第1炉和第2炉各阶段夹杂物粒径分布情况分别见表3及表4。
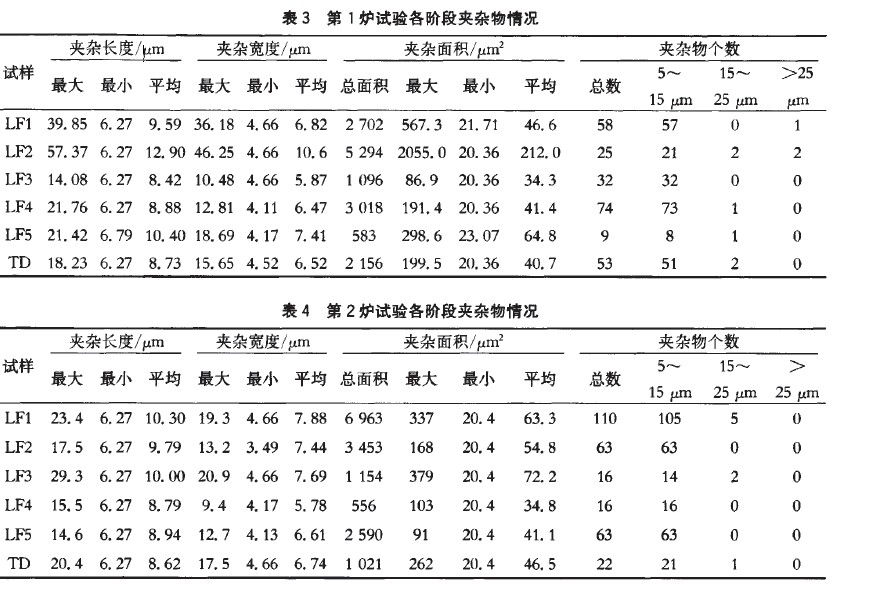
由表3可见,夹杂物尺寸基本上在15μm以下,较少出现15μm以上夹杂。在精炼结束到连铸中包出现了较多的夹杂物增加现象,夹杂总个数由9个增加到53个,主要在大包到中间包及中间包的工艺过程增加。
第2炉LF精炼结束后夹杂尺寸基本上在15μm以下,同样也出现了尺寸为15---25 μm的夹杂,说明从大包到中间包的过程对钢水造成了一些污染。
3.2.2夹杂物变化情况分析
从利用扫描电镜的feature程序进行夹杂物粒径统计结果来看,到LF精炼结束及中间包中已经没有大于25μm的夹杂物,尺寸在15~25μm之间的在视场中出现个数也较少,为1~2个,大部分夹杂物尺寸在15μm以下。所选视场中各阶段夹杂物面积变化情况见图1。
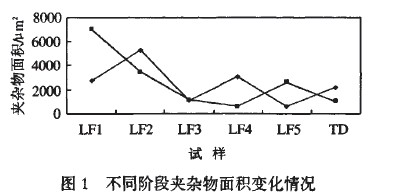
从图1可以看出,随着精炼过程的进行,夹杂物虽然受上浮和二次氧化等因素影响有略微的差异,但夹杂数量减少的趋势还是比较明显,钢中夹杂物面积总体趋势是逐步下降的。
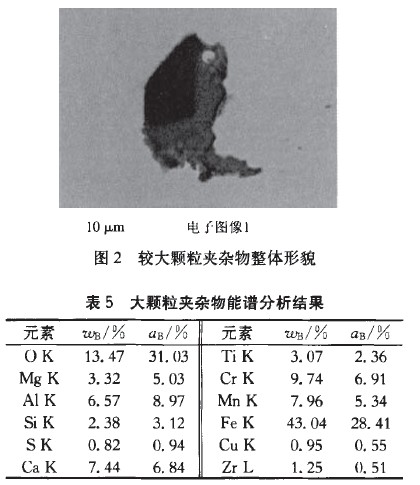
3.3 夹杂物成分分析
对所研究视场中较大颗粒夹杂物进行了形貌观察、能谱的成分分析。夹杂物中钙铝酸盐夹杂较多,另有氧化铝夹杂及多种成分的复合夹杂。因未对原材料中的钛进行控制,钢中发现了包裹氮化钛的大颗粒夹杂物,具体情况见图2和表5。
其中1个浇次的第4炉出现了B类粗系夹杂超标,经过对工艺控制情况的分析发现与连铸生产过程中的保护浇铸异常有关,其它炉次控制基本正常,均符合国标规定。
3 结论
(1)LF精炼15---20min时钢中氧含量已降低到较低水平。LF精炼结束后软吹时氧含量总体趋势是降低,软吹时间控制在15min较合理。
两个浇次的高倍检测情况,见表6。GB/T18254—2002对GCrl5钢中非金属夹杂物的要求,见表7。
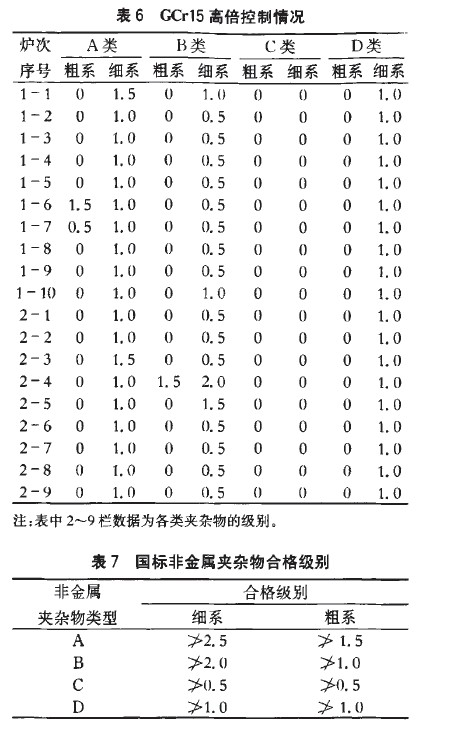
(2)到LF精炼结束及中间包中已经没有大于25μm的夹杂物,15~25μm的夹杂物在视场中出现个数也较少,为1~2个,大部分夹杂物尺寸在15μm以下。
(3)应进一步加强浇铸环节的控制,减少钢水的二次污染。
[参考文献]
[1]Lund T.Cleanliness requirement SO n rolling bearing steel[c].Clean Steel 3 Proceedings of the Third International Conferenceon Clean teel,Hungary,1986.209.
[2]钟顺思,王昌生.轴承钢[M].北京:冶金工业出版社,2000.
[3]王平,易继松.低氧轴承钢的低真空与非真空精炼[J].钢铁,1995,30(2):19—22.
来源:《炼钢》 2008年第03期







 企业新闻
企业新闻 轴承知识
轴承知识