询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
轧辊轴承位的电刷镀修复
发布时间:2012-08-06 浏览次数:505
作者:王龙海 陈彦慈
(邯郸钢铁公司实业公司)
轧辊轴承位的修复有多种方式,传统的堆焊修复技术是将轧辊完全拆卸后进行堆焊,然后热处理,在车床上进行精加工到规定尺寸精度。堆焊修复技术的缺点是堆焊后轴头需机加工,修复成本高,时间长。对于轧辊轴承位磨损尺寸较小的轧辊,我厂采用电刷镀修复技术对轧辊轴承位进行修复,降低了成本,节省了时间,收到了较好的修复效果。
1 轧辊轴承位电刷镀修复工艺
1.1 电刷镀工艺原理及优点
电刷镀是基于镀笔与工件之间有一定的相对运动速度,在镀笔与工件接触处发生瞬时放电结晶的原理,对损伤工件表面进行修复的。对每一点它们的放电结晶是断续的。这样,散热快,氢气也容易溢出,不会产生氢脆,只要镀液充分供应,在阴极区就不会出现离子贫乏现象。电刷镀的电流密度比槽镀大几倍到几十倍,金属离子的浓度比槽镀大1020倍,刷镀沉积速度比槽镀快5~50倍。
与其他方式比较,电刷镀具有设备简单、镀积速度快、镀层与基层结合强度高、镀液性能稳定、镀后不需机械加工等特点。
1.2 轧辊轴承位电刷镀修复工艺
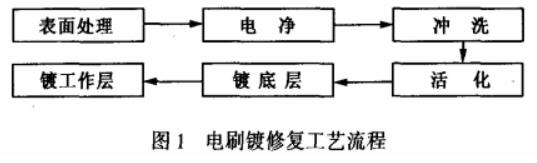
现以轧辊为例,谈一谈电刷镀修复轧辊轴承位表面的工艺(图1)。
1.2.1 表面处理
用丙酮擦洗轴承位表面,去除油污。清除轴承位上的毛刺、疲劳层,用细砂纸打磨待修复表面。
1.2.2 电净及冲洗
用专门的除油电净液,或根据不同金属表面的钝化特点配制相应的活化液对金属表面进行电净处理,进一步去除表面油污。电净时工件接电源负极,电压8~12V,相对速度4~6m/min。电净后冲洗干净。
1.2.3 活化及冲洗
用活化处理的方法除去表面氧化膜。活化处理时,工件接电源正极,电压8~12V,相对运动速度6~10m/min。活化后冲洗干净。
1.2.4 镀层
镀笔采用不溶性阳极,金属离子靠镀液提供。电刷镀设备可镀积铜、铁、镍、锌、铬等多种单一金属或合金。同一种金属又可获得不同特点的镀层,有的可获得Z高的致密度,有的可获得Z好的电效率,有的镀层光亮美观,有的镀层乌黑吸光性好,有的镀层内应力低,有的镀层耐磨性好,有的镀层安全厚度大等。根据需要可将单一金属溶液按一定比例配制成多品种的合金镀液。根据轧辊轴承位修复表面要求,合理确定镀液种类、电压、电流。
根据被镀工件的镀覆面积,所用镀液的耗电系数,镀层厚度计算出所需要的电量值。刷镀时的耗电量按下式计算:
Q:CXSxH (1)
式中:Q为刷镀某种金属镀层所耗用的电量数,A•h;S为被刷镀工件镀覆面积,dm
2
;H为刷镀镀层的厚度,μm;C为金属镀液的耗电系数,A•h/dm
2
•μm。
刷镀时,保持镀笔与辊面适当的相对运动速度,同时注意镀液的温度与清洁。为提高工作镀层与基层金属的结合强度,用特殊镍作低层,厚度0.1~0.5mm。当要求镀层尺寸较厚,往往用几种镀层交替叠加,达到既恢复尺寸快、又保证镀层强度的目的。工作镀层是表面的Z终镀层,直接决定表面力学、物理、化学性能要求。我们采用快速镍镀工作层,电压8~14V,相对速度6~12m/min。
2 效果
我厂电刷镀技术除了在轧辊轴承位修复中应用外,也应用于电机转子轴承位、风机叶轮轴承位、超差零件的修复,以及对大型机械的不解体现场修复,效果很好。
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识