

铜轴瓦的修复方法
发布时间:2012-08-07 浏览次数:756
作者:车兰舞
(郑州黄河机械制造厂)
在机器制造中,由于滑动轴承具有构造简单,制造方便,使用寿命长,能承受重载荷,运转平稳等优点。故广泛地用作机床主轴轴承和大量锻压设备的曲轴轴承、滑动轴承也叫轴瓦,其材料多用铸铁、耐磨铸铁、黄铜和青铜合金等。下面介绍铜轴瓦的修复方法。
一、铜轴瓦的常见故障
铜轴瓦用来支承转动部件,并将产生的载荷传递给设备的机体。轴瓦的工作状况,不仅直接影响设备的加工精度而且影响其寿命和效率。
铜轴瓦常见故障:(1)长期使用产生磨损,和轴之间出现过大间隙,接触面不均匀,致使轴瓦变形;(2)因润滑不良或油质低劣,使轴与轴瓦之间不能形成油膜,产生干摩擦,使轴瓦抱死或烧瓦;(3)润滑油脂不干净,含有金属或杂质,使轴瓦研出沟槽等;(4)装配不当造成机械损伤或损坏,这些故障如不及时发现和排除, 都会导致机器的摩擦力增大。
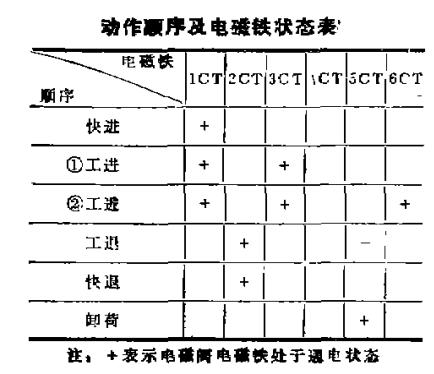
在电气控制线路中,快退时,使5CT处于通电状态;工退时,使5CT处于失电状态,同样能满足动力头工作的要求。常开的二位二通阀改为常闭的二通阀,可以将阀芯从阀体中拆下倒过来装(电磁铁也要倒过来装),不需购置新阀,同样能满足要求,经实践证明,后一种办法更好,可以省去一个延时继电器,同时动力头在工进工退时,如突然停电,使电磁铁失电,不会发生前冲或后冲,也不会发生正在运转惯性中的刀子被打打断的现象。
二、铜轴瓦的修复方法
在排除因轴瓦造成的设备故障时,Z常见修复方法就是更换轴瓦。这对于小轴瓦可能是适宜的,而对于更换大直径的轴瓦一是不经济,二是维修时间长。结合本厂实情,介绍几种修复方法。
1.压铆铜套法。在轴瓦内压入一个合适的铜套,而后铆死。修复方法:按轴瓦损伤的Z太尺寸车其内孔,如果缺陷车去后轴瓦还有一定厚度,即可选择铜套 (为防止轴瓦变形,车内孔时,可事先制好胎具) 。 如无合适铜套,就用铜合金板卷制而成,卷好后校圆焊接,车制铜套内外圆。铜套的外径应比轴瓦内径大0.08mm。为使铜套方便地压入轴瓦内,可事先对轴瓦进行预热。预热可在热水或低温箱式炉中进行。铜套压好后,用铜铆钉铆死。铆钉孔的直径、数量、排列视轴瓦大小而定,然后车平铆钉头。我厂用此方法成功地修复了100t冲床的前后轴瓦,经一年多使用,运转正常。
2.压焊铜套法。它与压铆铜套法的区别,就是铜套压入轴瓦后, 不用铆钉铆,而是用铜焊条塞焊,塞焊后车铜套内孔选到装配要求。
3.铜焊法。对轴瓦研出的沟槽或其他缺陷进行铜焊接。工艺过程是先用三角刮刀,什锦锉把缺陷刮削到一定面积和深度,清洗油污和杂质,然后进行铜焊。焊接时切忌产生咬边、弧坑、气泡和夹质等。为了保证质量,应先用试片试焊,经检验确信不会产生上述缺陷时,方可在工件上进行,焊好后车削轴瓦内孔达到装配要求。
4.镀铜法。它用于铜轴瓦大面积磨损,且磨损量在0.10mm之内。镀前,要视磨损情况确定镀层厚度和范围,对不需要镀的地方要加以保护。保护时镀区与非镀区之间留必要的过渡区。镀前之准备工作按电镀工艺要求进行。镀好后刮削轴瓦内径。
三、修复方法的比较
上述修复方法,各有优缺点,压套修复法工艺简单,但要求轴瓦和镶铜套都必须有一定的厚度。铜焊接法工艺简单,且经济,但可靠性难保证,修后使用寿命短,对不太大负荷的轴瓦,用这种方法修复也是可以的。镀铜法由于镀层致密,结合牢固,可保证质量,但镀层厚度有限,而且费用太高,对无电镀条件的工厂更难以采用。究竟采用哪种方法Z适宜,可以按条件而定。







 企业新闻
企业新闻 轴承知识
轴承知识