

轴承外壳模具成形分析
发布时间:2012-07-30 浏览次数:820
 的圆筒底部有R1mm的圆角,且直径的精度要求高,在一次拉深工艺中是不可能达到的,因而在拉深后要增加一次整形工艺,使圆筒直径达到尺寸精度要求和圆筒底圆角R1mm的要求,同时对凸缘进行平面度和垂直度的校正,经过翻边工艺的计算,在直径为
的圆筒底部有R1mm的圆角,且直径的精度要求高,在一次拉深工艺中是不可能达到的,因而在拉深后要增加一次整形工艺,使圆筒直径达到尺寸精度要求和圆筒底圆角R1mm的要求,同时对凸缘进行平面度和垂直度的校正,经过翻边工艺的计算,在直径为 高30.5mm的底部进行预冲孔就可一次翻成零件的高度41mm,必须注意,由于翻过直径
高30.5mm的底部进行预冲孔就可一次翻成零件的高度41mm,必须注意,由于翻过直径 尺寸精度高,翻边凸模和凹模的间隙要取小些,且凸模的尺寸精度要高些,如翻边后直径达不到精度要求,该直径要增加一次整形工序,Z后应对凸缘进行切边并对凸缘上拉主个孔进行冲孔完成该零件的加工。总结上述工艺分析,加工该零件需要七道工序,分别为:落料、阶梯拉深、整形、冲底孔、翻边、切边、冲小孔。
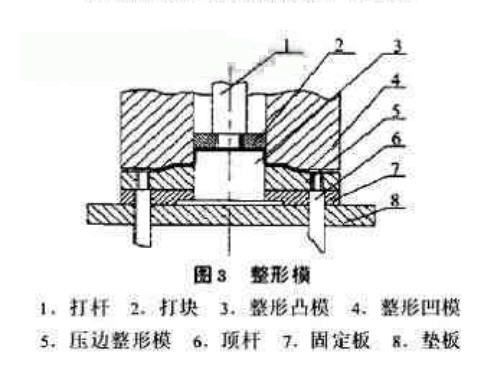
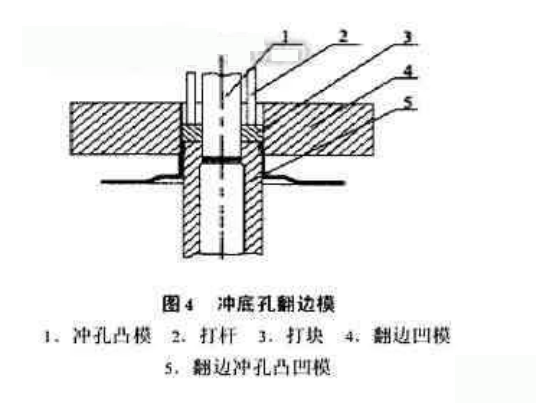
尺寸精度高,翻边凸模和凹模的间隙要取小些,且凸模的尺寸精度要高些,如翻边后直径达不到精度要求,该直径要增加一次整形工序,Z后应对凸缘进行切边并对凸缘上拉主个孔进行冲孔完成该零件的加工。总结上述工艺分析,加工该零件需要七道工序,分别为:落料、阶梯拉深、整形、冲底孔、翻边、切边、冲小孔。 的尺寸精度高,又在圆筒体底部有R1mm的圆角半径,且凸缘平面有平面度和垂直度要求,因而采用整形模同时对这三个部位进行整形和校平,其模具结构如图3所示。冲底孔工艺和翻边工艺采用了复合模,翻边凸模的头部采用大圆角形状有利于翻边成形。其模具结构如图4所示。切边、冲小孔工艺,同样采用了复合模一次完成,其模具结构较为简单这里不再作图。综合以上分析,加工如图1所示零件共用了四副模具,其分别为:落料阶梯拉深复合模、整形模、冲底孔翻边复合模和切边冲小孔复合模。
的尺寸精度高,又在圆筒体底部有R1mm的圆角半径,且凸缘平面有平面度和垂直度要求,因而采用整形模同时对这三个部位进行整形和校平,其模具结构如图3所示。冲底孔工艺和翻边工艺采用了复合模,翻边凸模的头部采用大圆角形状有利于翻边成形。其模具结构如图4所示。切边、冲小孔工艺,同样采用了复合模一次完成,其模具结构较为简单这里不再作图。综合以上分析,加工如图1所示零件共用了四副模具,其分别为:落料阶梯拉深复合模、整形模、冲底孔翻边复合模和切边冲小孔复合模。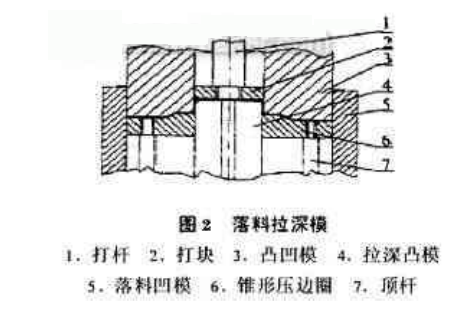







 企业新闻
企业新闻 轴承知识
轴承知识