

轴承钢精炼与浇铸技术发展概况
发布时间:2012-07-09 浏览次数:996
作者:徐明华 虞明全 郭永铭
(上海五钢集团有限公司)
摘 要:概述了瑞典、德国、法国、意大利、日本和俄罗斯轴承钢生产工艺流程和设备特点,重点介绍二次精炼和浇铸时对钢中氧含量和夹杂物的控制,讨论轴承钢精炼和连铸技术的发展势。
关键词:轴承钢;精炼;浇铸;氧含量;夹杂物
近10年来,在国外炼钢工作者的不断努力下,国外轴承钢精炼与浇铸技术取得了明显进展,轴承钢钢中氧含量不断下降,钢中夹杂物数量和形态得到有效控制。
在国外,生产轴承钢的厂家主要集中在瑞典,日本,德国,法国,意大利,俄罗斯等国家,尤以瑞典和日本的产量Z高,前者年产70万t,后者60万t。
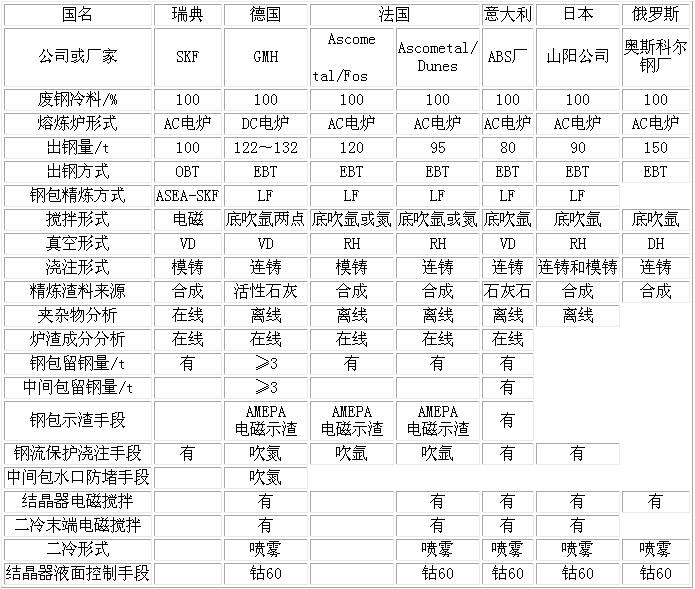
国外轴承钢生产的典型厂家的工艺和装备及其特点如表1所示。
表1 轴承钢生产的典型厂家的工艺和装备特点
1 瑞典SKF公司的轴承钢生产〔1,2〕
1.1轴承钢生产工艺流程
100t电炉熔炼(100%废钢)→OBT出钢倒入钢包(同时预脱氧)→在扒渣工位Z大限度扒渣→钢包到加热工位→添加合成渣→加热和感应搅拌,加入脱氧剂和合金→钢包到真空工位脱气→加铝和合金→浇铸成钢锭。
1.2冶金进展
1996年,SKF公司致力于钢包精炼过程中钢液中的夹杂物特性的变化机理研究,并在此基础上,研制成功了夹杂物特性的在线测定方法——光学发射技术。
1.2.1取样方法和钢中氧含量水平
在钢包精炼过程中,对钢中夹杂的生成情况进行了测试。
每炉钢取4个样,自抵达钢包炉时即出钢后15min取一个样,在钢液脱氧后3min时取一个样,真空脱气前后各取一个样。23炉钢各个阶段的氧含量如表2所示。
表2 钢包精炼过程中的氧含量变化

1996年,平均氧含量已达到5×10-6,相对应的标准偏差为0.64×10-6。
1.2.2钢中夹杂物数量和组分的变化
真空处理前,钢中夹杂物数量多,成品钢中氧含量也高。随着钢包精炼的进行,钢中夹杂物数量与钢中氧含量同步下降。钢中大于5μm的夹杂物在真空处理后大部分被去除。钢中夹杂物数量比真空前少1/3。
SKF发现,钢包精炼过程中,钢中夹杂物的组分会因脱氧剂的不同而发生变化(表3)〔2〕。
表3 钢包精炼过程中钢中夹杂物的组分变化
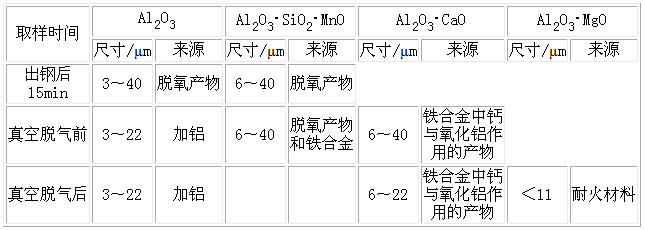
SKF认为,出钢后15min夹杂主要由Al2O3和Al2O3•SiO2•MnO组成,来自出钢预脱氧产物。真空脱气前则多了Al2O3•CaO夹杂,这是Al2O3和铁合金中的钙的反应产物。真空脱气后夹杂中的Al2O3•CaO往往包着一层MgS,Mg来自于真空下的耐火材料,并与Al2O3生成Al2O3•MgO。
1.2.3工艺参数对钢中夹杂物含量的影响
(1) 电炉出钢温度对钢中夹杂物含量的影响
电炉出钢前,与钢中碳和炉渣形成平衡的钢中氧含量随着钢液温度的上升而增加。需要加入更多的脱氧剂才能使钢液达到平衡。这必然导致预脱氧夹杂增加。数据表明,当钢液温度从1550 ℃上升到1660 ℃时,出钢后15min每平方毫米夹杂数相应地由0.1增加到0.32。
(2) 搅拌时间对钢中夹杂物含量的影响
真空脱气前,较长的钢液搅拌时间(26~36min)与较短的钢液搅拌时间(15~23min)相比,更有利于真空脱气前的夹杂物的减少。这一点特别对大于22μm的夹杂物有效。显然,较长的钢液搅拌时间有利于夹杂物通过碰撞长大,并上浮到炉渣中去。
(3) 铝脱氧工艺对钢中夹杂物含量的影响
在真空脱气前,与25kg的加铝量相比,35kg的加铝量使钢中产生的夹杂物数量较多。这是因为,预脱氧没有充分地降低溶解氧含量,必然导致大量铝的添加,生成较多的夹杂物。
1.2.4夹杂物在线测定方法——光学发射技术的应用
光学发射技术使试样中所有夹杂发光辐射,可以得到钢中夹杂尺寸分布以及总氧含量的真空三维分析,从而实现在线快速测定夹杂特性的目的。
光学发射技术的应用使得真空脱气去除夹杂效果得到充分显示,从而实现在钢包精炼过程中的钢中夹杂特性的Z优化控制。
2 德国GMH公司的轴承钢生产〔3、4〕
2.1轴承钢生产工艺流程
125t电炉熔炼废钢(废钢100%)→EBT出钢倒入钢包(同时加渣料,预脱氧和合金化)→钢包到加热工位→添加合成渣→加热和吹氩搅拌并加入脱氧剂和合金→钢包到真空工位脱气→浇铸成钢坯(六流,200mm×240mm)。
2.2冶金进展
2.2.1钢包底吹氩
在包底,设立了两个吹氩点,一个在中心;一个在离包子中心2/3R处的位置。这显然考虑到了不同位置吹氩对脱硫、脱氧和脱气的不同作用。
2.2.2钢包渣和中间包渣的控制
在实际操作过程中,钢包和中间包内都有一定的留钢量。而且,在钢包底部,安装了AMEPA电磁测渣装置,确保钢包渣不流入中间包内。
2.2.3钢包和中间包的烘烤
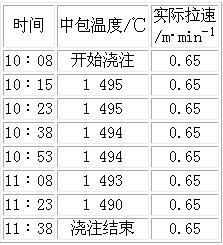
对钢包和中间包的内衬进行有效的天然气烘烤,使钢包和中间包的内衬温度达到1200 ℃以上,这使中间包内的钢液温度波动极小,拉速恒定,如表4所示。
表4 轴承钢连浇温度和拉速变化的实例
2.2.4控制钢中有害元素
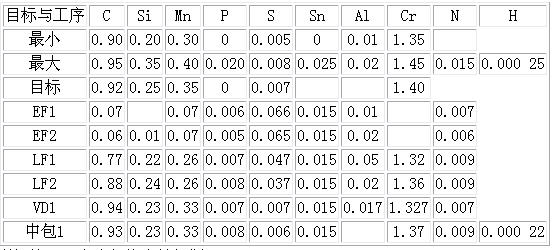
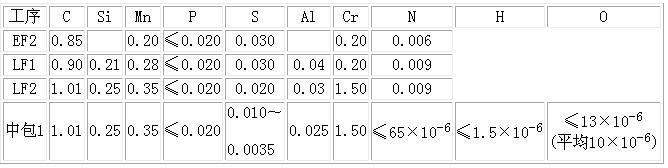
GMH厂对轴承钢中有害元素(如P、S、Sn、H等)含量进行了严格的控制,另外,为了保证钢中氧含量处于低水平,还对钢中铝实施了控制,如表5所示。
表5 轴承钢精炼过程中的成分控制的实例/%
2.2.5保护浇注和防堵技术及结晶器水流量、电磁搅拌和二次冷却的有效控制
大包钢流的保护浇注在减少钢液的二次氧化方面起着十分重要的作用。因此,GMH厂对保护浇注的吹氮流量实行了控制。
轴承钢对点状夹杂物特别敏感。所以,国外轴承钢用户都不允许用钙处理技术。中间包水口的防堵,GMH厂采用了中间包水口吹氮技术。
结晶器水流量、电磁搅拌和二次冷却的合理制度是保证铸坯低倍质量的关键所在,表6是浇注轴承钢的一个实例。
表6 轴承钢钢流保护浇注、结晶器水流量、电磁搅拌和二次冷却控制的实例
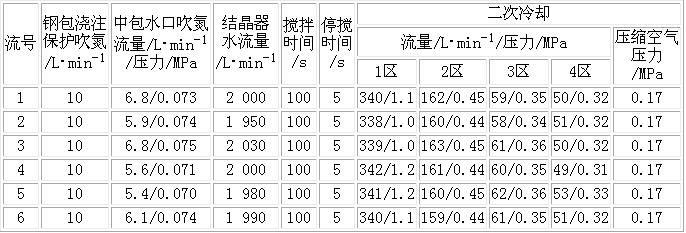
注:①结晶器液位80%;②电磁搅拌频率50Hz,电压360V,电流A相500A,B相800A,C相800A。
3 法国Ascometal公司Fos厂和Dunes厂的轴承钢生产〔5〕
3.1轴承钢生产工艺流程
电炉熔炼(废钢100%)→EBT出钢倒入钢包(同时加渣料,预脱氧和合金化)→钢包到加热工位→添加合成渣→加热和吹氩搅拌,加入脱氧剂和合金→钢包到真空工位(RH)脱气→模铸(氩气保护钢流;锭重:5.3t;6.2 t;7.3 t)或连铸(四流旋转式)。
3.2二次精炼中的夹杂物的控制
Ascometal公司认为,对于轴承钢的精炼,应把重点放在:
(1) 选择碱性耐火材料作为钢包内衬;
(2) Z大限度地去除电炉EBT出钢的炉渣;
(3) 尽早形成非常低氧化程度的脱氧精炼渣,渣的液相比例要大于90%;
(4) 采用受控的气体搅拌,使钢中夹杂物上浮。
根据某一炉渣/金属模型确定炉渣成分后,在二次精炼中,应采用X射线萤光光谱仪在线分析炉渣的成分,必要时,应调整其成分,以避免由Ca和Mg引起的铝酸钙夹杂物的生成。
在RH内,35min的脱气过程可使钢中夹杂物的特性发生强烈变化,如表7所示。
表7 RH脱气前后钢中夹杂物的特性变化

3.3浇注过程中夹杂物的控制
对于轴承钢的浇注,应把重点放在:(1)避免钢包和锭模之间钢水流的二次氧化;(2)Z大限度地避免钢水和耐火材料之间的相互作用;(3)Z大限度地避免钢包渣,保温剂或浇注保温渣的卷入。
浇注钢锭时,应特别注意:
(1) 钢包和中注管之间的保护,惰性气体中的O2≤0.2%;
(2) 浇注耐火材料密封砌筑;
(3) 砌筑之后清理耐火砖通道;
(4) 选择优良的浇注耐火材料;
(5) 不断优化浇注工艺规程;
(6) 控制浇注结束时的钢包中的注余钢水量。
浇注钢坯时,应特别注意:
(1) 用AMEPA装置检测钢包中的下渣量;
(2) 在钢包和中间包之间,采用耐火材料保护套管;
(3) 选择优良的中间包耐火材料和绝热剂;
(4) 中间包和结晶器之间的惰性气氛中的O2≤0.2%;
(5) 选择优良的浇注耐火材料;
(6) 对浇注时的液位面进行严密监控,并在浇注之后检验水口和塞棒的侵蚀程度。
3.4特殊钢信息
(1) 钢中氧含量(Fos厂和Dunes厂)
LF精炼之后:15×10-6;RH脱气之后:5×10-6;Z高:8×10-6
(2) 钢中钛含量
Fos厂:15×10-6(要求≤30×10-6);Dunes厂:18×10-6(要求:≤30×10-6)。
4意大利ABS钢厂的轴承钢生产〔6、7〕
4.1轴承钢生产工艺流程
80t电炉熔炼废钢(100%;三次进料配有天然气烧嘴和底吹技术)→EBT出钢倒入钢包(同时加渣料,预脱氧和Mn合金化)→钢包到加热工位→添加合成渣→加热和吹氩搅拌,加入脱氧剂和合金→钢包到真空工位脱气→浇铸成钢坯(方坯:280mm×280mm;圆坯:Φ220~325mm)。
4.2冶金进展
(1) 利用底吹技术在电炉内快速增碳,从而大大降低钢中氧含量,减少预脱氧夹杂。
(2) 在铝脱氧之后,进行铬的合金化,从而在进一步降低钢中氧含量的同时,提高了合金的回收率。
(3) 为了保证钢中氧含量低于13×10-6,将铝控制在0.025%左右。
(4) LF和VD上的过程控制计算机使吹氩搅拌强度、温度和合金化的计算,都能按工艺要求控制。
典型的100Cr6轴承钢的成分控制如表8所示。
表8 ABS厂的钢包精炼100Cr6钢的成分控制/%
5 日本山阳公司的轴承钢生产特点及其冶金进展〔8、9〕
5.1轴承钢生产工艺流程
90t电炉熔炼(废钢100%;预热;粗炼75min)→EBT出钢(同时预脱氧和加合成渣)→钢包到LF(精炼30~60min;温度:1570~1 520 ℃)→添加合成渣→加热和吹氩,加入脱氧剂和合金→钢包到RH脱气(20min)→加铝和合金→浇铸成钢锭或钢坯(370mm×470mm)。
5.2冶金进展
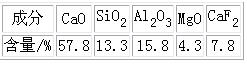
(1) 采用高碱度渣系,确保钢中低氧量和低硫量。表9是高碱度渣的一个实例。
表9 轴承钢高碱度渣系的一个实例
(2) 实行受控的吹氩搅拌,平均功率为100W/t钢。
(3) 严格控制有害元素含量,如表10所示。
表10 轴承钢中的有害元素含量

(4) 轴承钢连铸生产时,采用结晶器和凝固末端的电磁搅拌,使连铸坯的中心偏析得以分散,中心疏松得到改善。
6 俄罗斯奥斯科尔铜厂的轴承生产〔10〕
(1) 研究了二冷喷雾的均匀性,降低了连铸坯的表面温度和浇注温度,消灭了连铸坯的表面裂纹和内部裂纹。
(2) 对中间包和结晶器内的钢水流动状态进行了研究。
在中间包内,将双堰同带惰性气体清洗装置的过滤器一起使用,使钢水以Z佳状态流动,确保夹杂物聚集并沉淀在过滤器上,由中间包内的液态渣层带走,从而减少了特别是粗大型的非金属夹杂物。
在浸入式水口方面,采用带四个侧向出钢口和一个竖直出钢口的水口,将使粗大型的非金属夹杂物的级别Z低。
(3) 对结晶器内的钢液面的变化与连铸坯内的非金属夹杂物的关系进行了研究。
如果结晶器内的钢液面出现快速波动,则会使结晶器内的保护渣颗粒进入钢水中,造成非金属夹杂物。
钢水以高湍流度流动时,由于小的夹杂物的滞附及横向流动并在结晶器壁上沉淀,使得夹杂物颗粒发生碰撞和粗化的概率增加。而沉淀主要与铝脱氧反应的产物相对应,这些复合沉淀物尺寸长大,使水口出钢口的直径减小。随着金属流动线速度的增加,堆积的复合沉淀物被冲走,造成结晶器内的钢液面出现很大波动。此后,夹杂物或者上浮到液态保护渣层中去;或者被生长着的枝晶臂束缚住。这样,在轧后的钢材中,夹杂物变形为粗大的非金属夹杂。
7 国外轴承钢精炼技术和连铸技术的进展
国外轴承钢精炼技术的进展主要体现在:粗炼钢液的低氧化和低温化;粗炼炉出钢的钢渣分离;精炼渣的合成化和液相化以及在线分析化;钢液精炼搅拌的模型化(包括吹氩搅拌的流量和时间以及吹氩位置);钢包浇钢的示渣;温度和成分以及铝脱氧工艺的过程控制。
轴承钢精炼相关技术的进展主要体现在钢包耐火材料的碱性化及钢包和中间包的高温预热。
国外轴承钢连铸技术的进展主要体现在以下几方面:钢包和中间包的留钢;钢流浇注气氛的惰性化和防堵;中间包钢水的大容量化;中间包钢水流动的Z优化;结晶器钢液面的稳定;连铸坯的大型化;二冷喷雾的均匀;电磁搅拌的多级化。
轴承钢精炼与连铸技术的不断进展使钢中有害元素(如Ti、Sn、P、S、Al、H、O等)含量的控制达到了全面化和超纯化。瑞典和日本的轴承钢钢中氧含量已下降到5×10-6~8×10-6。同时,钢中夹杂物的数量与形态的控制实现了在线定量化。
参考文献
1 世界金属导报,1998,4,14
2 Lauvent Huet, et al. Steelmaking Conference Proceedings, 1997,639
3 虞明全.德国电弧炉炼钢的Z新进展.上海冶金情报,1998,(3):26
4 上海五钢集团公司赴德连铸培训团.赴德连铸培训报告.内部资料,1997
5 Ascometal Fos和Dunes厂生产52100钢的进展.景德喜译.五钢科技,1997,(2):21
6 Mavridis G. ABS工厂的100Cr6轴承钢生产.达涅利消息,1993,(111):13
7 Ruzza W. ABS高质量大方坯连铸机.达涅利消息.1993,(111):13
8 王 平等.日本轴承钢生产现状.特殊钢,1991,(4):4
9 李风翔等.轴承钢的连铸生产.特殊钢,1996,(2):15
10 世界金属导报,1992,10,24
来源:《特殊钢》 1999年06期







 企业新闻
企业新闻 轴承知识
轴承知识