询盘留言
首页
关于我们
企业介绍
企业风采
企业理念
生产流程
销售网络
质量检测
产品选型
微型轴承
不锈钢轴承
陶瓷轴承
深沟球轴承
薄壁轴承
滚针轴承
外球面轴承
角接触轴承
关节轴承
直线轴承
非标定制轴承
热门轴承
资格认证
最新资讯
企业新闻
行业新闻
轴承知识
技术支持
解决方案
汽车轴承
牙钻轴承
仪表轴承
电机轴承
气枪轴承
溜溜球轴承
滑板和滑冰鞋
自行车轴承
渔具轴承
水泵轴承
齿轮箱轴承
纺织轴承
发电机轴承
烘烤业轴承
食品机械轴承
空调轴承
人力资源
联系我们
最新资讯
企业新闻
行业新闻
轴承知识
联系方式
上海堃旌轴承有限公司
电 话:15618632192
邮 箱:sales@kunjingbearing.com
地 址:上海市松江区连富路388号
首页
>
轴承知识
转炉板坯连铸辊堆焊修复工艺方案
发布时间:2012-06-15 浏览次数:676
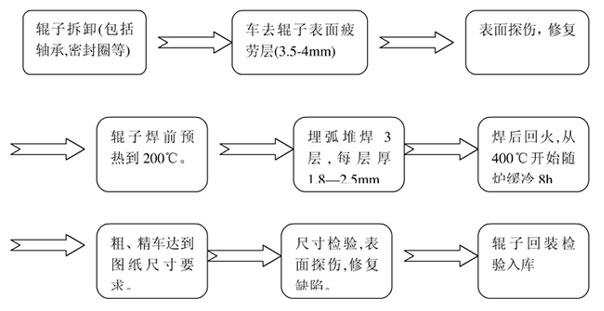
一、艺流程图
二、工艺技术说明
1、辊子拆卸
辊子拆卸按转炉厂《板坯辊子修复技术要求》进行,对拆下的辊子、轴承座进行清洗,梳通轴承座干油孔,进行试水保压试验,水压1.5Mpa,保压30分钟无漏水。对所有的辊子轴要重新检验其形位尺寸公差,达不到要求的校正或更换。
2、车去疲劳层
车去单边表面3.5~4mm(根据实际情况而定),如有缺陷则车到母材,车去疲劳层后,进行探伤检查,如有更深缺陷,则用电钻或手提砂轮单独处理,再用手工焊补填平,并严格保持辊面的清洁干净,以便堆焊修复。
3、辊子预热
焊前辊子整体预热,温升速度50℃/h,达到200℃保温后开始出炉堆焊,在焊接过程中注意保温,保持层间温度150~200℃。
4、表面堆焊
选用药芯焊丝2Cr13,直径∮2.4mm(天津雷工焊接材料公司产品),焊剂SJ601(广西桂星焊材),堆焊电流400±10A,电压30~32V,速度7~7.5度/秒,送丝速度3~3.2mm/s,在辊子端头加装挡弧圈,进行螺旋式单丝焊接,每道厚度1.8~2.5mm,焊接3道,保证有1.8~2mm加工余量,连续堆焊至完毕。
5、焊后回火处理
焊后立即回火处理,温升30~50℃/h加热到400℃后,保温4h,随炉缓冷。
6、精车及检验
粗车后,进行表面检查,有微小缺陷可以手工焊修复,Z后精车,精车后检验尺寸及探伤,合格后表面包装。
7、辊子回装
辊子回装按转炉厂《板坯辊子修复技术要求》进行。
服务热线:15618632192 / 15618783363
产品导航
微型轴承
深沟球轴承
陶瓷轴承
不锈钢轴承
热门轴承
非标定制轴承
联系方式
电话: 15618632192
企业邮箱: sales@kunjingbearing.com
地址: 上海市松江区连富路388号
站点地图
关于我们
产品选型
最新资讯
技术支持
解决方案
人力资源
移动平台
版权所有 © 上海堃旌轴承有限公司
ICP备:沪ICP备18003889号
返回顶部
15618632192
微信询价









 企业新闻
企业新闻 轴承知识
轴承知识